
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Previously I published a similar project about a mandrel for a Yamakawa 80mm 3-jaw chuck with a set of toolmakers mini jaws (see http://www.homemadetools.net/forum/c...0262#post72147 ). The new mandrel in this posting is very similar in size but is designed to hold a 5” 4-jaw Bison chuck in a larger 3-jaw chuck. The small 4-jaw chuck had been used on my 7" mini lathe but this lathe is now used almost exclusively for small collet work using ER32 collets. Now while using the 12" swing geared head lathe, there are times when a smaller 4-jaw chuck with a mandrel would be much easier to install into the D1-4 mounted 6” 3-jaw chuck than swapping out the 6” chuck for the heavier 8” 4-jaw chuck.
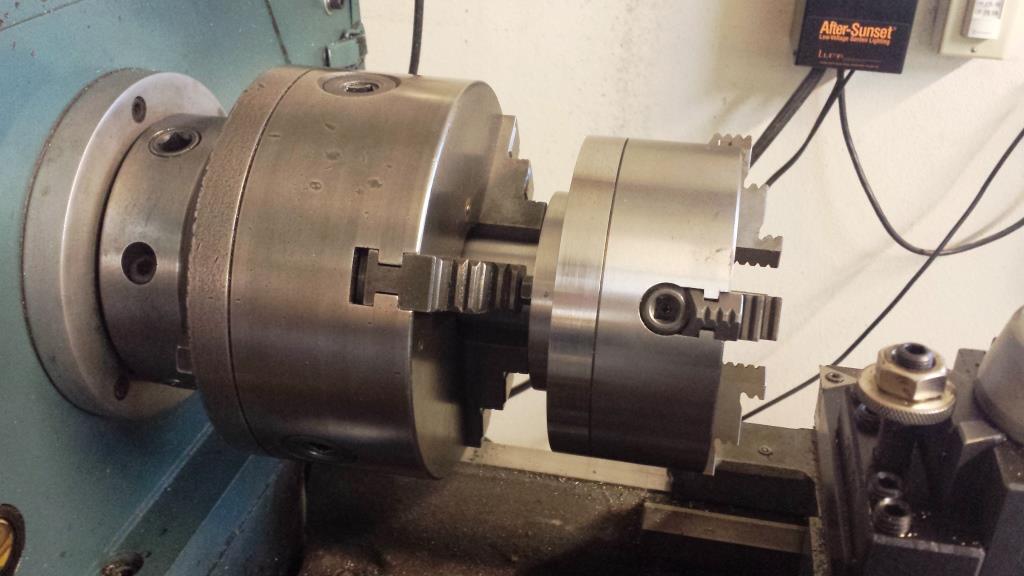
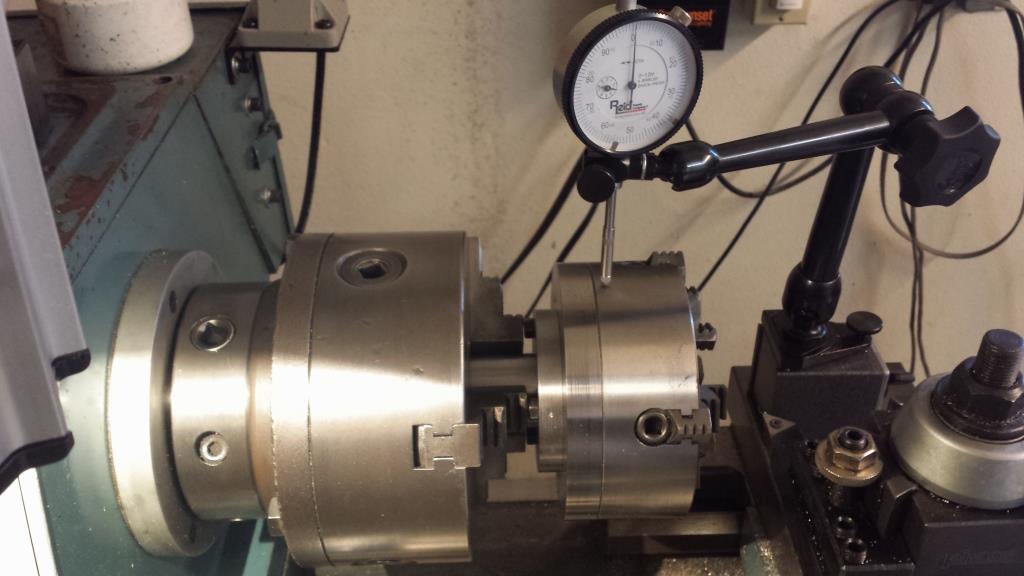
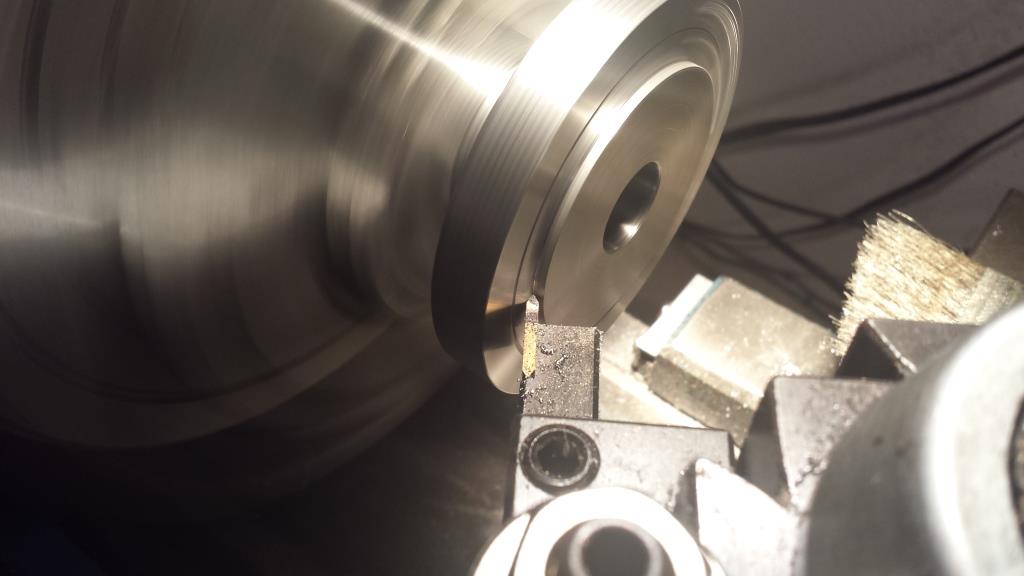
The 5” Bison 4-jaw chuck now has a mandrel machined from 1045 alloy carbon steel 3.25" round bar stock. The mandrel has an overall length of 3.3” and the shaft dimensions are 1.5” dia. x 2.5” long. The chuck is attached with three M6x1 studs and nuts on the larger end that is 3.20” dia.x 0.375” thick. In addition the larger end has a 0.110” deep step that inserts snugly into a recess in the back of the 5” 4-jaw chuck. The three holes for the studs were located with a inscribed circle marked while still mounted for machining in the lathe. The center-to-center cord was calculated and used to locate the three holes centers with a pair of dividers. The bolt holes are 0.257” dia. (Letter F drill). A 0.700” thru hole runs down the center of the mandrel.
Below are photos taken while machining the mandrel
Thank you for looking,
Paul Jones





 Reply With Quote
Reply With Quote









Bookmarks