
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


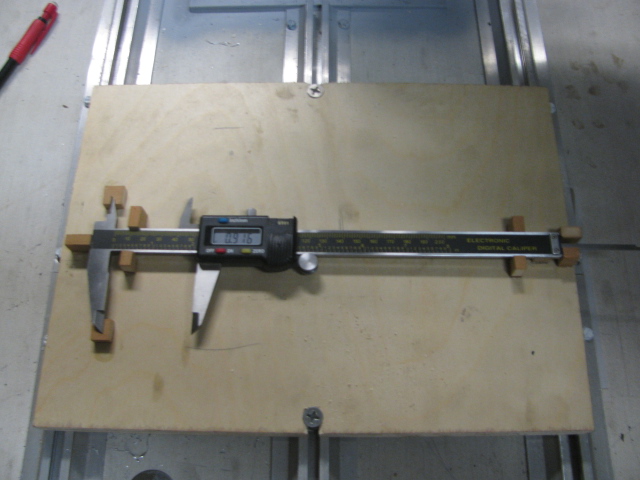
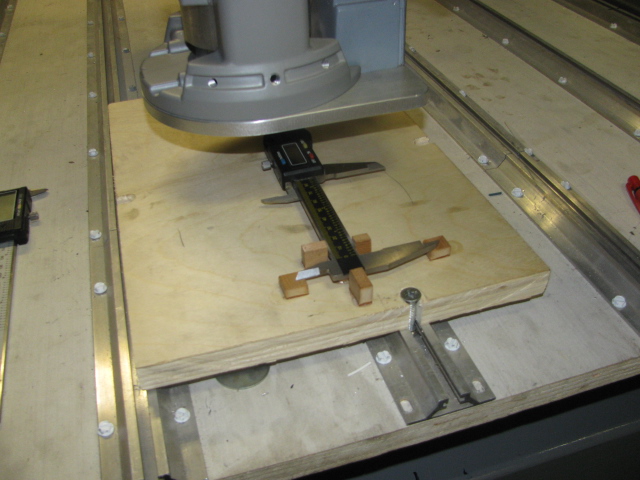
Thank you again, Paul Jones and PJs for sticking with me in this endeavor. Here is my rendition of how I will scale my servo movement. Here it is as I understand it. I have mounted an 8 inch caliper able to be rotated 90 degrees for the the measurement of X and Y axis'. The Z axis is yet to be configured. Mach3 allows you to make a measured movement with a simple X or Y gcode. Then that movement is measured with my mounted caliper. Then Mach3 asks me how far that I asked it to move and I record that measurement. Then it asks me how far it actually moves, and I record that measurement. Mach3 then records those numbers and scales each axis with the proper movement. Say I tell the x axis to move 1.0 inches, and the machine moves .5.. inches, then the ratio is 2 to one when recorded. That scaling number is stored in memory, so when the axis is told to move the one inch, scaling is enacted and it moves one inch. Much quicker than I could do it with a calculator. Here are some pictures of my setup. I will be using just 5 inches for the gcode movement, because of the setup, that is all the room that I have. I will probably be using mm for the recording, might have better resolution for the moves. Two thousand units with using thousands, because it will also show ,0005, or not, and 2540 units in an inch with mm., since it measures in hundredths of a mm. Is that correct?, or am I dreaming? Either way, that is close enough for the girls I go with. Bob.



 Reply With Quote
Reply With Quote






Bookmarks