cool rack, think I make one
Printable View
cool rack, think I make one
Nelson if the holes are only slightly too small , say by less than .125' Why not make yourself a dimple die and punch then just press out the holes a little.Quote:
Originally Posted by ncollar
This would serve 2 purposes `1 the holes would be enlarged 2 the holes would be perfectly smooth with the raw edges being turned under
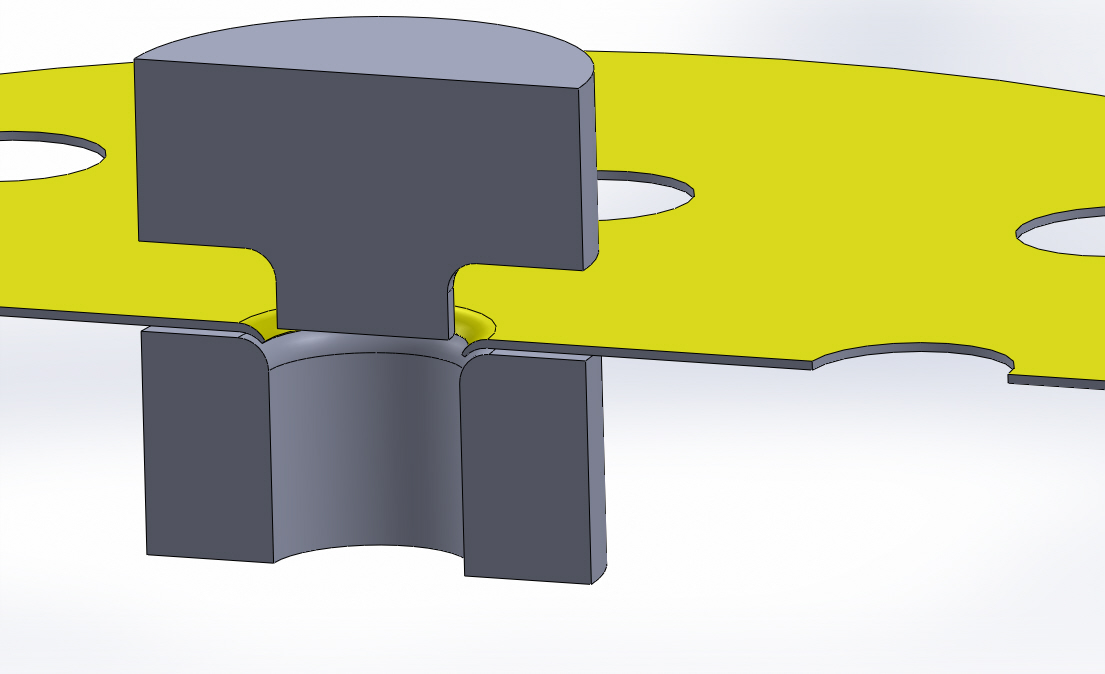
Here is a mock up of the process
Attachment 21826
Click on image for larger view
Frank
That is the reason I hang out with you guys with all the great ideas.
Thank you so very much, that will say a lot of time.
Nelson
The nice thing about a piloted dimple die as I illustrated is they are self centering and do not require a lot o precision mounting or any mounting at all for that matter.You can even use them on an anvil with a hammer
That is a nice idea Frank. How much clearance do you leave between the pilot and the outside wall? Material thickness plus ...?
Saltfever the clearance for the pilot through the hole and into the die need only be a loose slip fit Almost any sheet metal gauge can be dimpled as long as the radius of the dimple is equal to or greater than 3x the thickness of the sheet metal for any gauge thicker than 19 ga. .0418" or a little over 1 mm for thinner materials a lower radius to thickness multiplier could be used For materials thicker than 1 ga or 1/4" plate steel about the same as the 6 mm sheet steel all measured in nominal thicknesses you would want to increase the multiplier. Thicker metals are going to require the addition of heat as well to anneal the area being formedQuote:
Originally Posted by Saltfever
OK got it . . . the material is not protruding down the wall so little clearance is necessary. How about the two radii? Both the same or add mt'l thickness for the larger one? Thanks for the idea.
Saltfever if your goal or requirement for dimpling is going to have to meet aerospace quality assurance control inspections then obviously the radii of both the punch and the die are going to be required to correspond to each gauge of material thickness to be formed. Thankfully most of us do not have to be quite so anal retentive.
On the same token you would not want to attempt to use a set machined for say 1 mm thick material 19ga to do 6 mm 1/4 inch you might want to make as many as 5 sets to cover the range from 36 ga through 1/4"
One way partially around this might be to use 45° champers instead of a radius
You could make a 3 step die punch set where instead of a simple dimple being formed in the material you could form a fully rolled edge these would require annealing in many cases for most materials to avoid splitting or tearing. Think of it like doing a double flare on a Brake line only this would be on a hole in a flat sheet.
dimpling was exzactly what I was thinking if they were too small. of coarse I havent used my er32 since I got them a few years ago.....my 5c work great in the lathe and my r8 stuff go's bigger...I wish I had got er 40 instead of the 32... but I didnt.
If I was doin' it I would grab some steel and make a D reamer (likely tapered) to open them up.
My collet rack is a plywood box with nails to hold the collets and it hangs on the side of my milling machine stand.
{kind=link}