Gears for cutting metric threads on inferial lathe
A recent discussion on another forum centered on cutting metric threads on an inferial lathe. In the past I've done some calculations on this subject and thought I would pass them along here for the benefit of anyone who faces this problem.
Since the inch is defined as exactly 25.4 millimeters, cutting metric threads on an inferial lathe will involve introducing a ratio of 1.27 into the gear train driving the lead screw. Obviously this could be done by introducing a 127/100 tooth gear pair into the train. However, both those gears are going to be awkwardly large, tiresome to make or expensive to procure. As a result, folks seek out a solution that approximates the ratio with smaller gears. As long as the the length of thread is relatively short, a small error in approximating the ratio is quite tolerable.
One of my programs, GEARFIND available on my web page (see my sig), is set up to solve just this problem. You supply a desired ratio and a tolerable error percentage and it finds gear sets that will approximate the desired ratio within the allowed error. Up to four pairs of gear sets can be examined.
Applying the program to the problem mentioned produces the results shown below. Reading left to right on a line, we have
gear tooth count(s) => ratio resulting from this gear combination (percentage error relative to desired ratio)
Desired ratio = 1.27
Single pair of gears...
47:37 => 1.270270 (0.021281%) ;this set is often supplied with import lathes
80:63 => 1.269841 (-0.012498%)
Two ganged pairs of gears...
22:31 - 34:19 => 1.269949 (-0.004011%)
30:23 - 37:38 => 1.270023 (0.001802%)
1 Attachment(s)
"AMAZING!!!" 127 T "gear" on the über-cheap!
From a discussion in the following thread:https://www.homemadetools.net/forum/...ng-plate-84732
Quote:
Originally Posted by
DIYSwede

-Your brilliant idea finally solved my problem of making a biggie 127/ 50 tooth bike chain wheel combo,
to convert my mini lathe's metric leadscrew to inferial! :)
Humour (if present) could sometimes be the pathway to new ideas:
- Imperial (127 teeth) to Metric conversion gears aren't obtained neither easily nor cheaply.
A fast, cheap and small (enuff to cram into a 7 x 14" mini lathe) could be to use a timing belt.
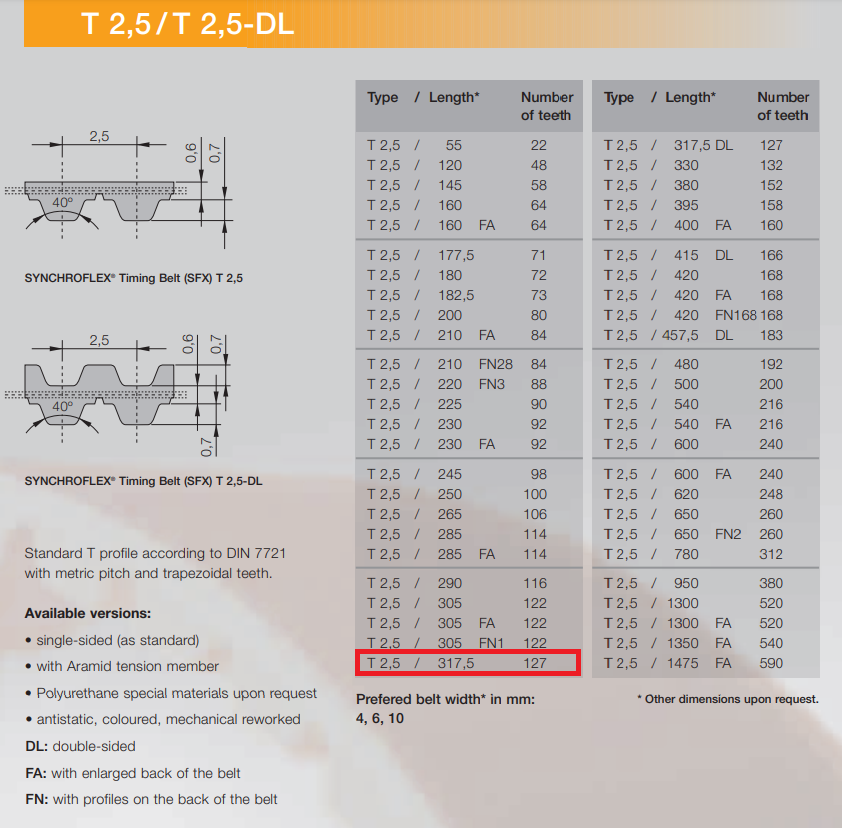
The "T 2.5" variety in fact has a 127T (@ 4, 6 or 10 mm width) belt that could be ordered for under 4 bucks...
So - (as the well-informed HMT reader instantly replies)
- a 127 T BELT doesn't really solve the ratio problem, as it's just an intermediate!
Yup - IF (and only if) you really USE it as a BELT -
but if you instead wring it inside-out and glue it tightly on a turned center disk of ca 100 mm dia, and desired width,
it will (-Ahem - most probably...) become a 127 tooth pulley - as the T 2.5 profile has a symmetrical, trapezoidal profile.
Put it in the lathe "gearbox" together with a (more uncheap) T2.5 pulley to get desired ratio.
A 100T pulley together with this 127T kludgery will most certainly NOT fit into a smaller lathe though,
so a smaller "pinion" might be needed, and take up (or down) the lost ratio in later gear stages.
More than a thousand words (check out the red box):
Attachment 39202
from:https://docs.rs-online.com/14e8/0900766b808993b4.pdf
Just a quickie idea - ans suggestions and corrections welcome!
Cheers
Johan
What's next? - A TRUE "Pi" ratio belt of course, for making Module worms! :)
{kind=link}