
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


This thread just got my thinking cap on...no cape or mask, C-Bag but thanks for your kindness!!
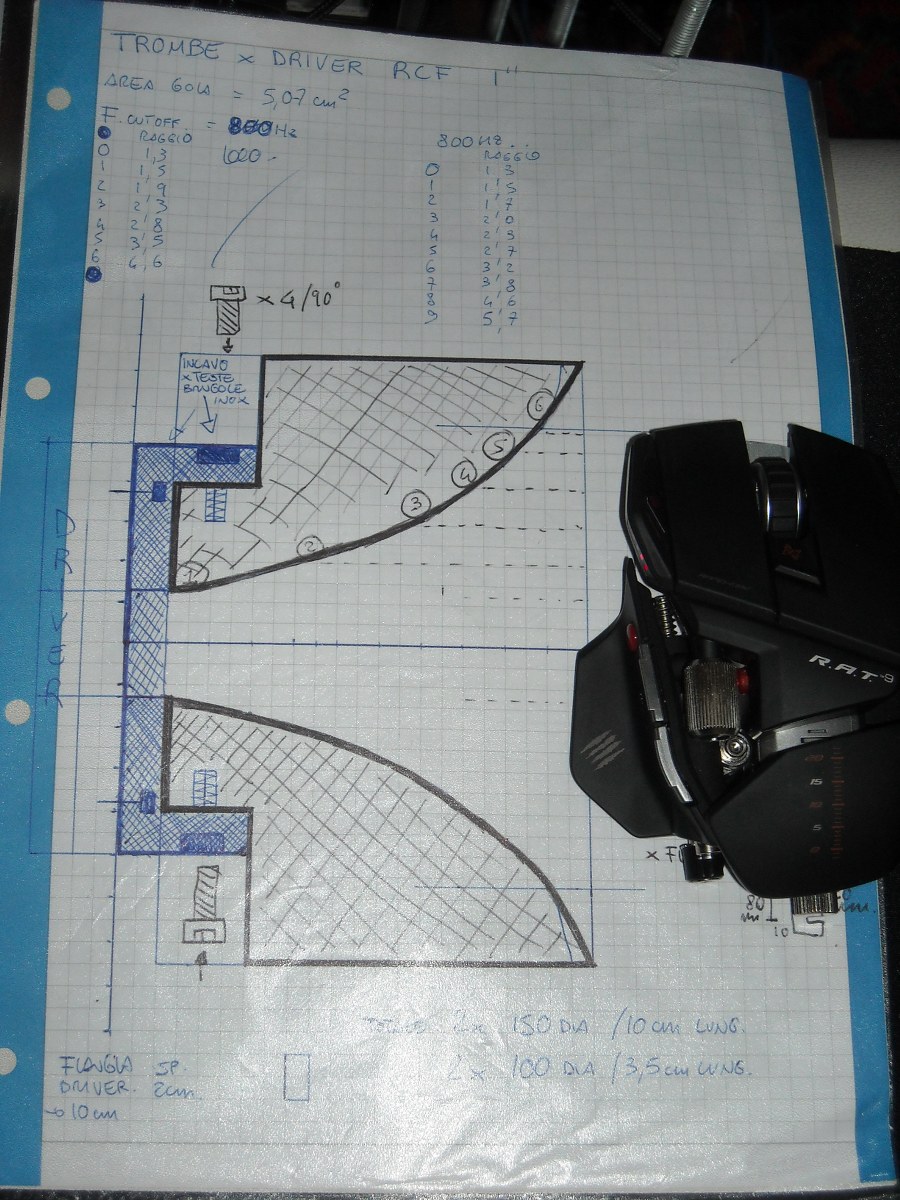
Stefano: I downloaded the HF94 spec sheet which goes back to my question above about the total depth of the horn. The HF94 is 135mm which leads me to believe that you will add another piece to the flange above. ?? I would think the length is quite important to minimize the drop in pressure/db and maintain the dispersal and f response. This makes sense as the dispersion curves for the HF94 are quite good at 2, 4 & 8k and match the driver output well. Also agreethey are hard pressed to prove the 20khz top end with a 10db drop off after 10k!!
What was interesting to me about the HF94 in the cross section view is the radial transition just above (no dimensions) exit port. I would imagine this straight section is part of the air motion chambering you speak of to increase the pressure into the actual cone. My hit is it is a tuned resonance chamber 1"ID x X"length (1/f function) to achieve greater pressure prior to the cone.
This is where I am at a bit of a loss to calculate the dimensions based on a range of frequencies. The driver curves above have a nice little rise at about 2500hz and may be a good number to shoot for cut off?? This might give you the power/pressure point to get it out through the cone and minimize losses?? It might also be good to include the pre-chamber dimensions (diaphragm to exit point) in the calcs because it has good/solid/3D pre-chambering and will probably be modified by the additional coupling, at least to the cone transition. What is the f range you are shooting for over all?
Seem to be drooling here...Thanks! ~¿@
PJ





 Reply With Quote
Reply With Quote
 , and no additional chambers needed.
, and no additional chambers needed.



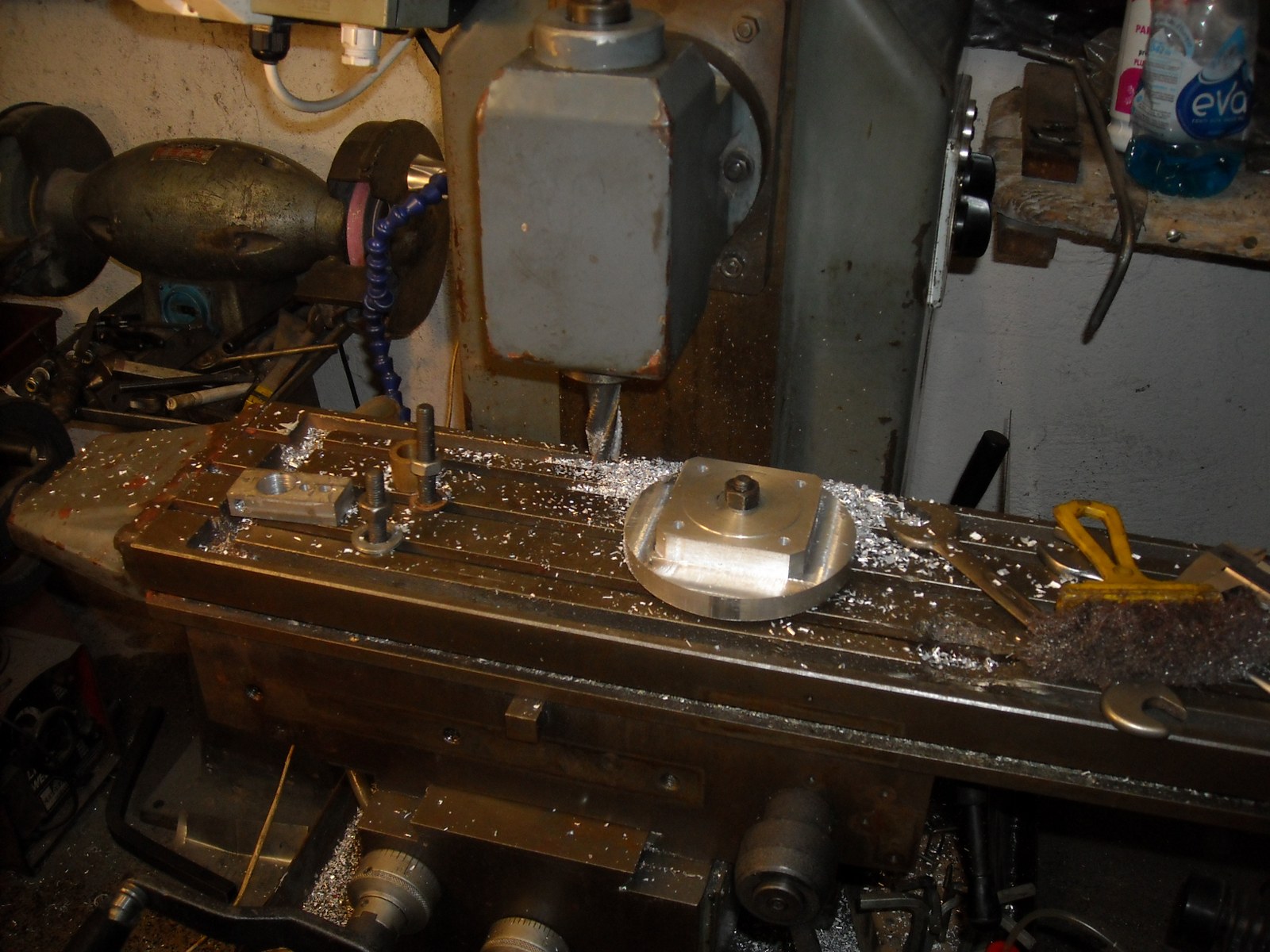



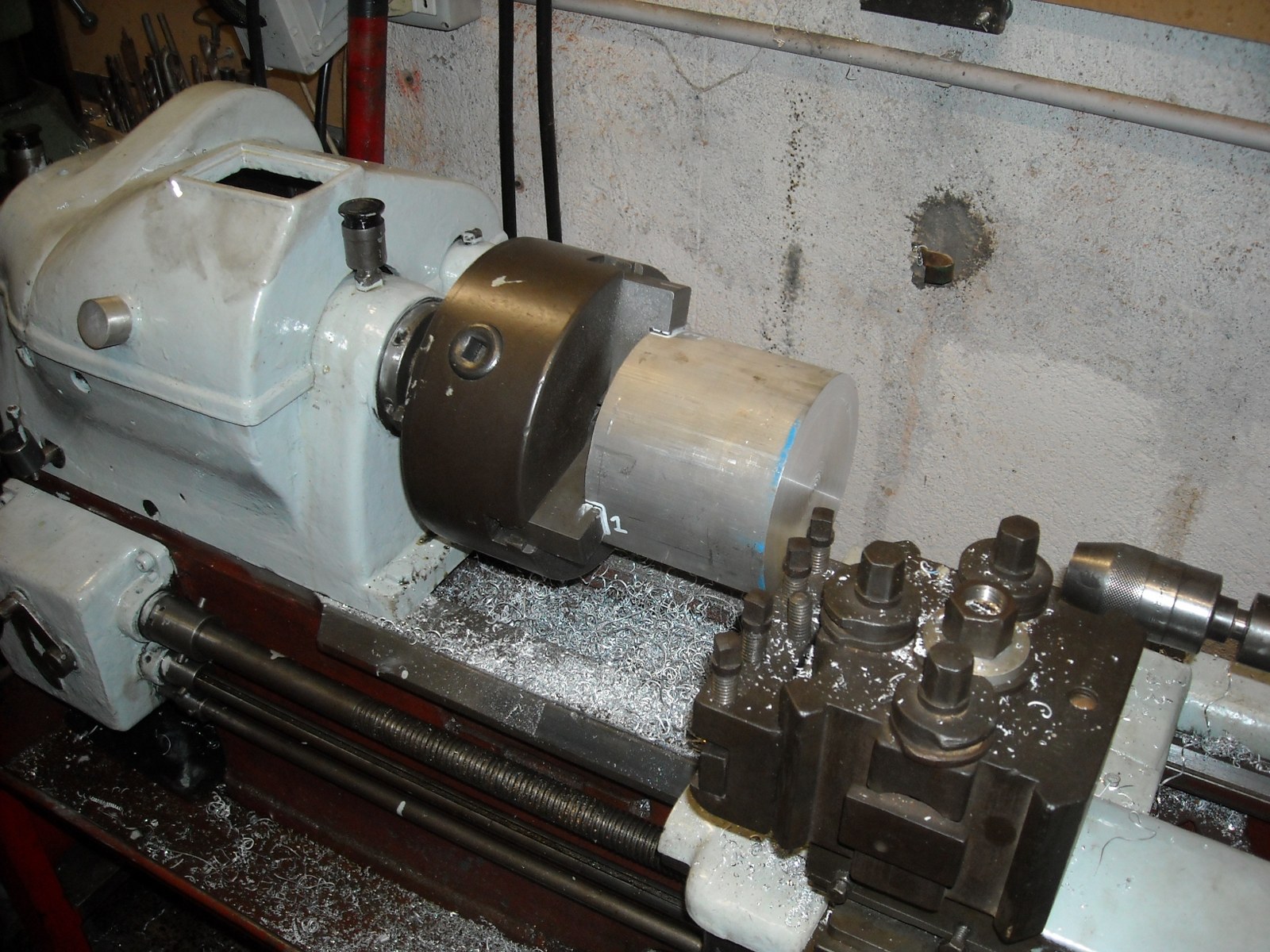






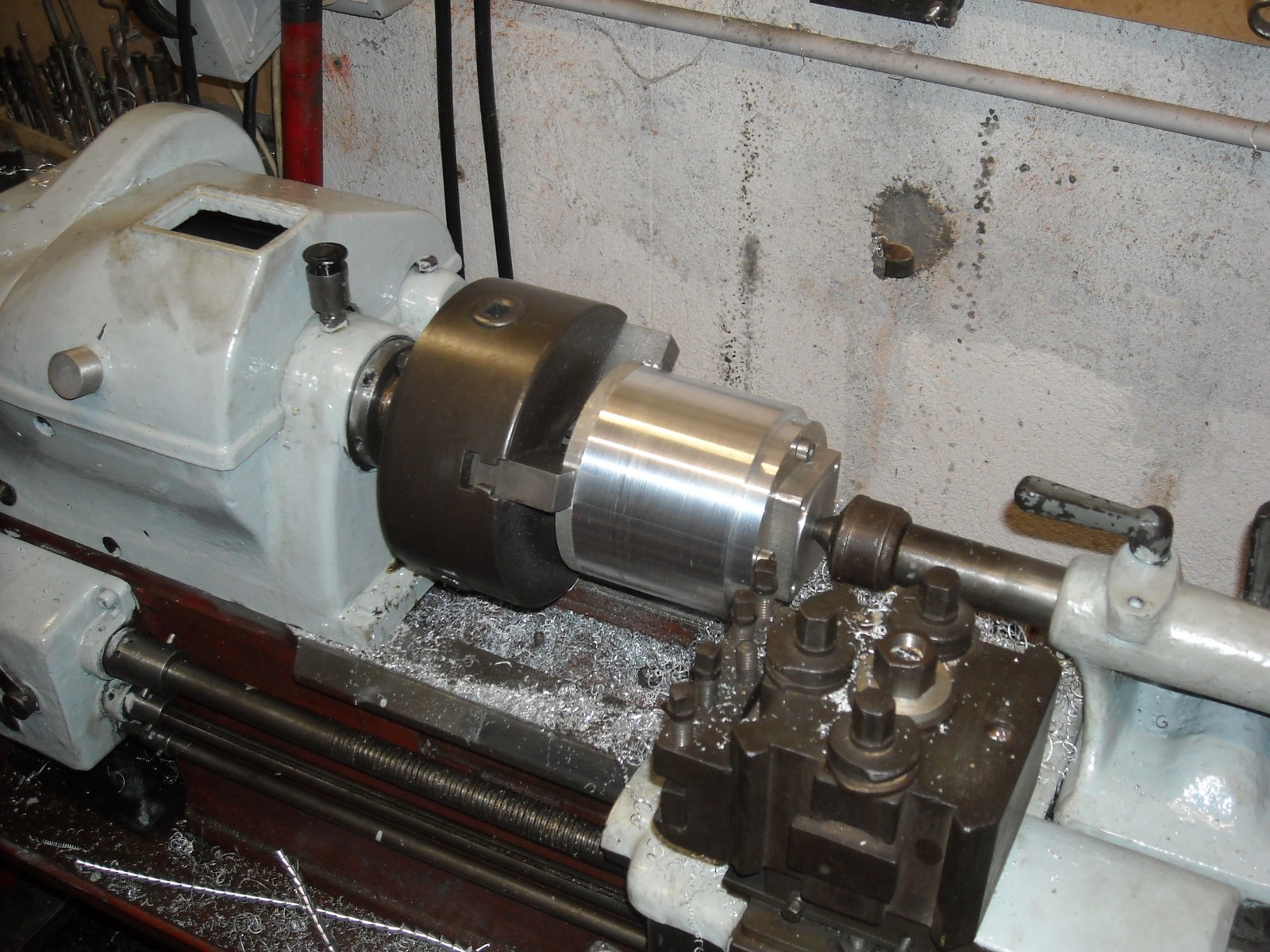



 ... a template Always near the cylinder, light movements, and i suppose as i did for the last small horn: rasp, file and huge sand paper work... and a lot of patience
... a template Always near the cylinder, light movements, and i suppose as i did for the last small horn: rasp, file and huge sand paper work... and a lot of patience 






 Assumptions have a way of biting me back though~ @¿@ ...Thoughts?
Assumptions have a way of biting me back though~ @¿@ ...Thoughts?

Bookmarks