How to re-align tailstock?
Hi all!
I'm in trouble and ask for help, any advice welcome :rolleyes:
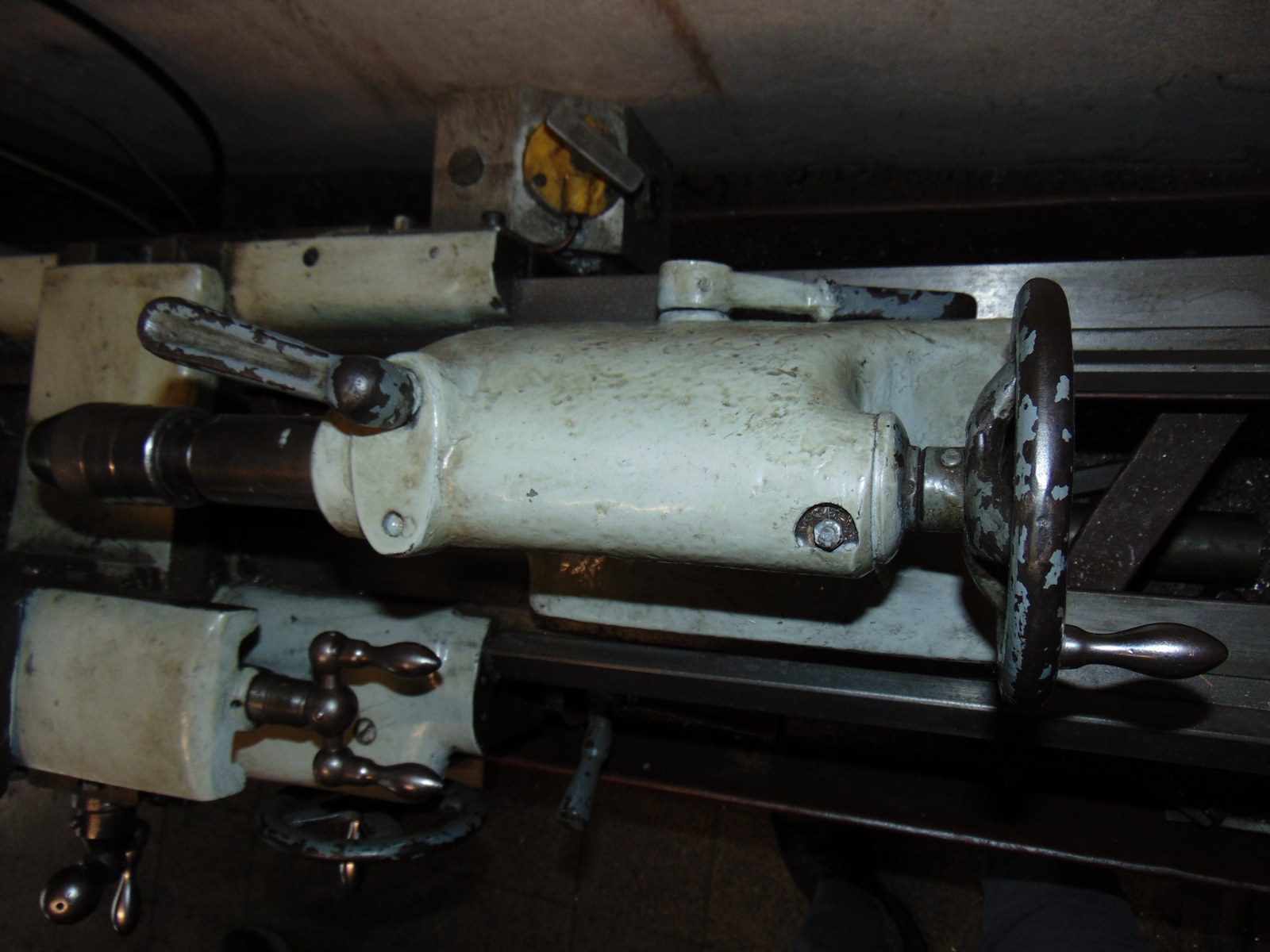
I have an old lathe, the tailstock position is not correct and the centre is off axis.
There are some marks on the back of tailstock, the "0" seems out of phase, more 2 scratch to the side, maybe have been done later by hand.
Currently I got no double fixed point, no rectified bar, there is some way or tips for finding the correct alignement?
I take some picture
Thanks
Stefano
No trouble just miss aligned
Quote:
Originally Posted by
rendoman

Hi all!
I'm in trouble and ask for help, any advice welcome :rolleyes:
I have an old lathe, the tailstock position is not correct and the centre is off axis.
There are some marks on the back of tailstock, the "0" seems out of phase, more 2 scratch to the side, maybe have been done later by hand.
Currently I got no double fixed point, no rectified bar, there is some way or tips for finding the correct alignment?
I take some picture
Thanks
Stefano
You need a dial indicator with a magnetic base or some other appropriate way to mount it. Just chuck "something" a rod or round bar in the Head-stock that is the right size for your lathe. The smother or rounder it is determines the accuracy of your alignment. Bring the tail stock up to the head-stock close enough to reach across with your Dial Indicator mounted or clamped on the rotating part of the tail-stock. Now you can spin the tail-stock so the indicator touches the outer diameter of your chucked up "something". As you spin the tail-stock slowly the indicator will show you the relative difference between the rotational axis of head and tail-stock. Adjust your tail-stock mounting ever so slightly and spin it again noting if the difference is more or less. Now you know which way to move the tail-stock mounting to bring the difference to near zero. This dance must be repeated on another location on your "something" by moving the tail-stock backward or forward to a new location. All of this is relative to the size of your lathe. The bigger the "something" is the better you will see the miss alignment. This is a really shotgun approach but I assume you have some skills or tools. Moving the dial indicator mounting to the lathe way bars that go under the tail-stock you can touch the indicator to the diameter of your "something" spin the head-stock to see if your "something" on the same centerline as the head-stock. Moving around the lathe just spin or stroke all of your slides and spindles. using the dial indicator to show the difference as they move. Trial and error will teach you what to move to bring everything to "dead nuts" zero. Like I said this is relative to the size and quality of your "something" (aka Cylinder Square) and the condition of the lathe and the tools you have to measure with. If you have access to a Machinist, tool maker he can asses your situation and give way more specific instruction. From Microns and Angstroms to feet and inches the process is still the same. Whether you have a Dial indicator or a Laser , spin, sweep, stroke or tram, it's what you have and what you make of it. Hope it helps
Adjusting the tail stock.
Many good points have been made here. Here is my 2 cents:
Many years ago, my mentor taught me to turn a rod between centers, using a lathe dog (lathe dogs are cheap; every machinist should have several of different sizes.) This eliminated any error in my 3-jaw chuck. Also, by turning the rod end-to-end, I eliminated any error in the rod itself. Once I had turned the rod, I measured it for taper, using a good (calibrated) micrometer. After adjusting the tail stock accordingly, it was rinse & repeat, using the same rod. Eventually, the rod miked out equal in diameter along its entire length. Thus, the tail stock was aligned with the spindle's center & it was good to go.
This procedure can be a bit tedious, but it works. It eliminates errors that may be introduced by the chuck* and by the rod itself.
Good luck, and happy machining!
*run out error in a chuck is another matter, but it too can be fairly easily adjusted to run true to the spindle.
{kind=link}
{kind=link}
{kind=link}
{kind=link}