
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


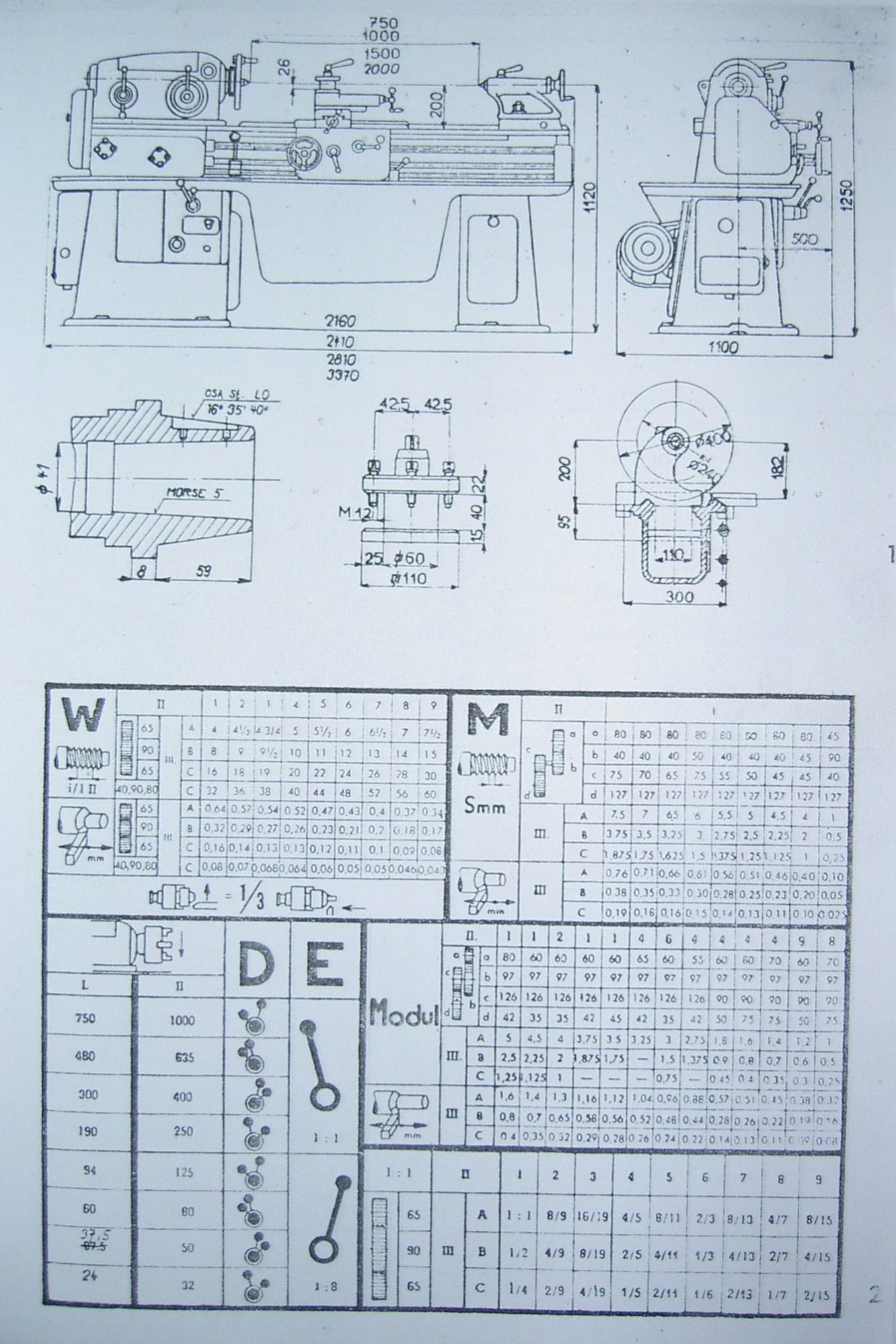
I bought old lathe. brand is MAS/TOS, type SN20. Made in Czech Republic. Age is about 50 years, and it's been unused for last 20. It needs major rebuild and cleaning. Nothing is really broken, some wear and heavy dirt. I've been looking for manuals and pictures, but I have found only old manual copied with camera, in original language so not very useful. I need tables for levers, because oil has dissolved markings. If anyone could help, that would be great.


 Reply With Quote
Reply With Quote







Bookmarks