
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Answered----the bearings provide the preload via being machined to correct thickness. I hope I get a matched set that produces this outcome.
_______________________
Original post
So my vertical mill is a Wells-Index model 645. I was making the first part (the swing arm) of Rossbotic's Dial indicator holder http://www.homemadetools.net/forum/d...tachment-60995.
The spindle has had 'noise' issues for a long time. I was running the spindle at 750RPM, and taking 4 passes at a fairly slow feed rate (about 30 minutes run time). The grease in the spindle started smoking. And the quill was too hot to touch. So time for new bearings. I found them NOS.
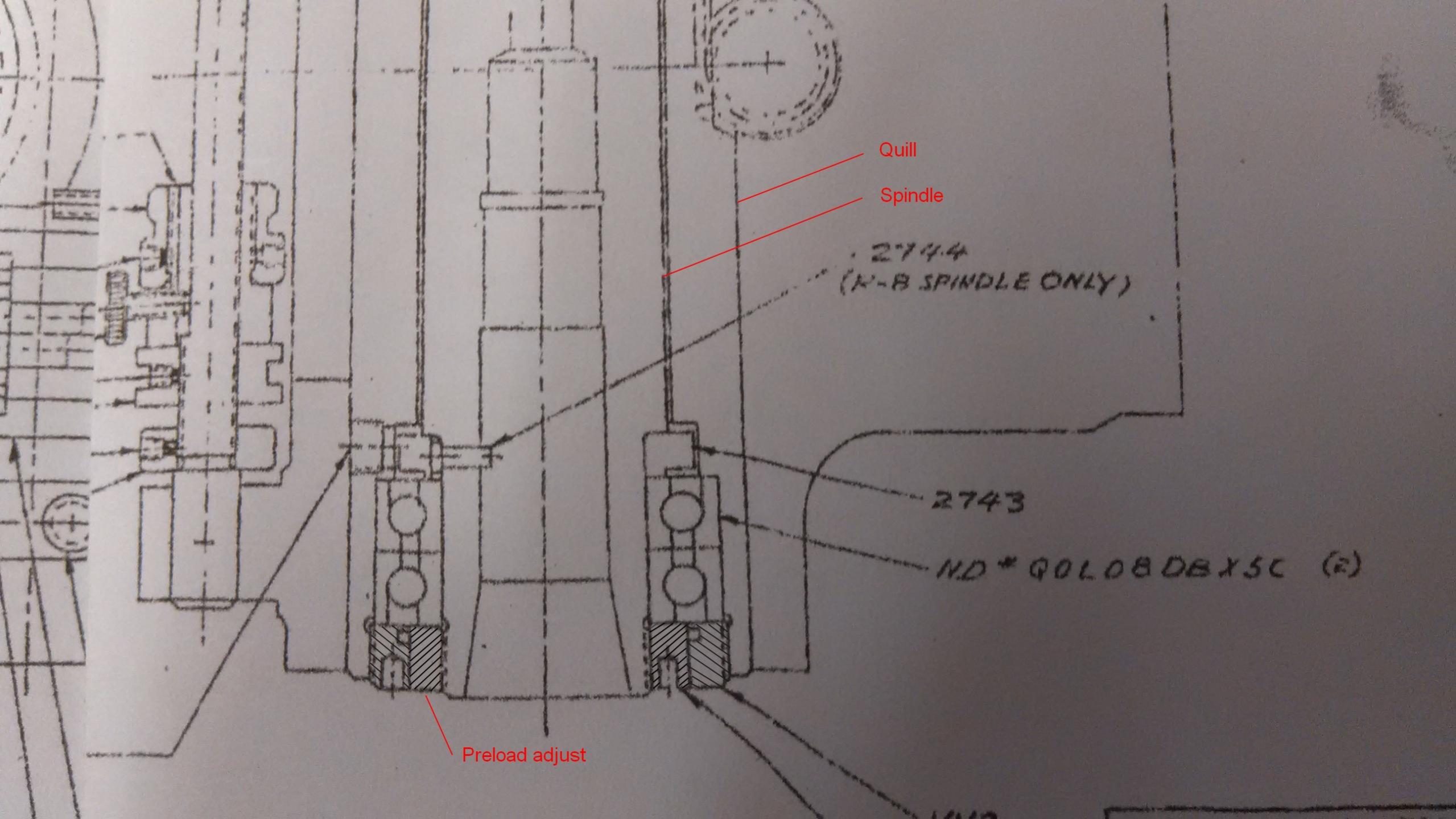
The quill/spindle has 2 nuts that hold the angular contact bearings. The outer clamps the the bearings in (outer races), and is threaded into, inside threads of the quill. The inner nut threads onto the spindle, and presses on the inner races, and preloads the bearing set.
Section drawing. The nuts are tightened with face pin spanner wrench, the drawing only shows one hole drilled in each nut for this.
I'm thinking snug the inner nut, then give about 1/8 turn to preload.
Steve


 Reply With Quote
Reply With Quote

Bookmarks