Repair headstock spindle morse taper sleeve adapter
Current project is to fix a Grizzly G3621 (16X40) headstock spindle taper. All the documentation says it is a #6 Morse taper, but with a 80mm (3.125) through hole, it's bigger then 6MT (it is also bigger then 7MT). So I now believe it is a 90mm gage line, metric taper 1:20 ratio (would like to know where tooling for this can be found, but $ for custom, drives me to make my own). The sleeve that came with the lathe that adapts a 4MT center to this spindle taper, is sloppy where the taper bottoms out, and leaves the end protruding from the spindle with .0045 runout. I can rock it back and forth with a brass hammer, but this is unacceptable.
So I need to see if the sleeve is wrong, or the spindle.
I'm looking for tooling ideas to both measure this, and do the correct repair. I assume the sleeve and spindle are hardened.
I ran into this sight from the plans for a "Zero it" indicator holder. I purchased one from Shars, which is absolute junk, as there is .9mm of slop in the sliding zero set parallel rods to holder hole size. No way this can hold any tolerance to center or tram the spindle.
4 Attachment(s)
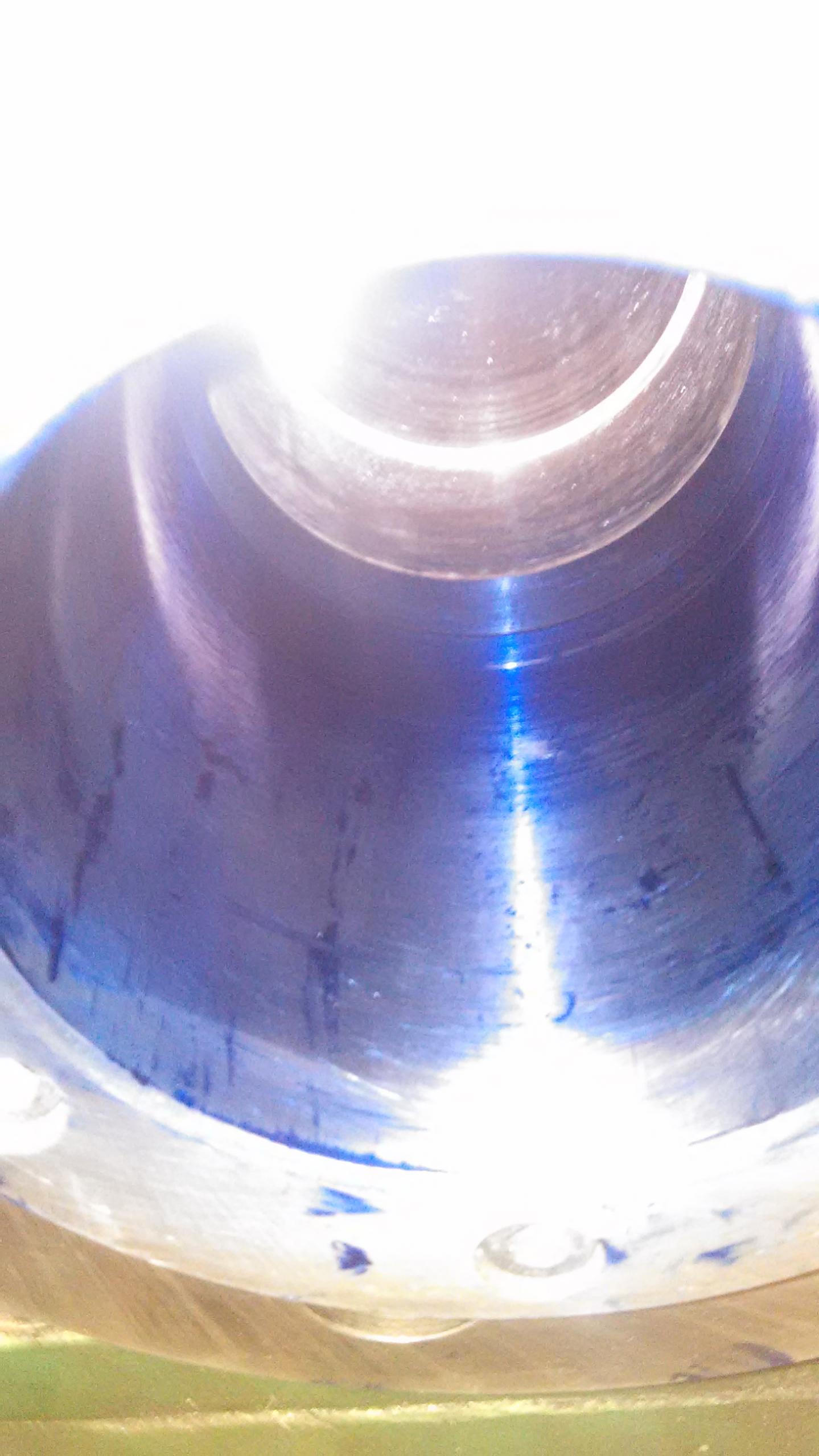
Photos of lathe spindle hole and center adapter sleeve
The lathe does have a taper attachment, but it needs some gib and other adjustments to work smoothly.
The existing sleeve that adapts the 4MT center to the lathe spindle
Attachment 17047
This spindle is a D1-8 chuck mount.
Attachment 17048
I over applied the Dykem Hi-spot, but the sleeve was only contacting at the bottom of the taper.
Attachment 17049
The sleeve. I did over apply the hi-spot, to where it acted like a grease and prevented the taper from locking.
Attachment 17050
{kind=link}
{kind=link}
{kind=link}
{kind=link}