
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


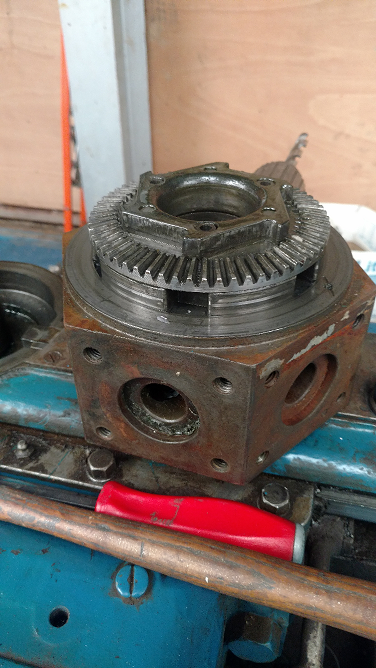
Just recovered a Ward 2A Turret lathe and a Victoria UO Mill from the scrapyard, both without any tooling.
I am having trouble finding reasonably priced arbours for the mill, it should take 40 INT tool holders and arbours, I would like to know what other tapers fit, is BT 40 and DT 40 the same as 40int?
turret lathe does not index properly and the turret itself has excessive play rendering it pretty useless till this is rectified but i'm fairly sure i can do this without too much fuss despite the home made locking components.
I am prepared to spend a bit of time collecting collets, waiting for them to turn up at the right money, but in the meantime i'll make a faceplate up on a 11/2" shaft and stick this in a collet.


 Reply With Quote
Reply With Quote







Bookmarks