
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks

 as an aid to making difficult measurements (of tapers). I'd like to expand on that theme and describe using another shop tool (adjustable parallels) to make another tricky measurement - in this case bores.
If you want to accurately measure small bores (say <= 0.25"), the best tool is a set of plug gauges. For so= "Pin It")
In a previous post...
http://www.homemadetools.net/forum/m...g-tapers-55135
I discussed using shop tools (123 blocks) as an aid to making difficult measurements (of tapers). I'd like to expand on that theme and describe using another shop tool (adjustable parallels) to make another tricky measurement - in this case bores.
If you want to accurately measure small bores (say <= 0.25"), the best tool is a set of plug gauges. For somewhat larger (say up to 0.5") bores, split ball gauges can be used as can the smallest size of telescoping gauge*. Telescoping gauges consist of a T-shaped device that contains two spring-loaded arms that spring out to the inner diameter of the bore and are then locked in place by a knurled knob on the end of the handle. The gauge is then withdrawn from the bore and measured with a standard micrometer.
There are a number of problems with the telescoping gauge. Ensuring that it is really on a diameter when locked is the biggest; canting is easy and leads to erroneous measurements. The quality of the locking mechanism is an important concern. If weak, the arms can "grow outward" after removal from the bore or the pressure of the micrometer jaws can press the arms together, again corrupting the measurement. It takes a long time for the amateur to develop the proper "feel" to use these tools properly and this is further complicated by the fact that the type of measurement involved is typically not one done frequently.
This photo shows a typical telescoping gauge. Next to it is the 1" calibration ring used to calibrate an inside micrometer. I'll use that as our test "bore" since its size is known very accurately. In the background is the Mitutoyo electronic micrometer, held in a stand, which will be used for measurements.
I measured the calibration ring with the telescoping gauge and, after about four botched tries, got a value of 0.9990" for an (assumed) error of one thousandth. Not too bad but, despite the fact that I've used such gauges for many years, it still took me a lot of fiddling about. It's easy to appreciate why this is one of the measurements most feared by neophyte machinists.
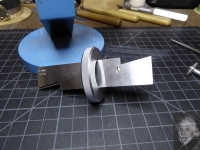
One of the more useful tools you can buy is a set of adjustable parallels. They have obvious uses supporting stock during machining and can be used to measure slots and similar but are often overlooked as a tool to measure bores. In the picture below, I've expanded one of the parallels into the bore and locked it into place using the locking screws on the parallel...
Now, measuring diagonally across the edges of the parallel, the micrometer shows 1.0000" on the first try ! Reassuringly accurate and a whole lot easier to do. Give it a try the next time you need to measure a bore accurately.
Measuring across the diagonal requires a bit of care. The mathematicians in the crowd might ask why I don't measure across the flats and combine that measurement with a measure of the parallel's thickness to calculate the length of the diagonal. The answer is that the edges are ever so slightly relieved and that would introduce an unacceptable amount of error into the process.
--
* There are other tools for the job which I won't spend time on here. Inside micrometers, while accurate, require some operator finesse to use properly and can't reach deep into a bore. Bore gauges are super accurate and can reach deeply but are super expensive and usually well beyond the home shop budget.




 Reply With Quote
Reply With Quote














Bookmarks