
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


This is an easy project for making a threaded mandrel. This mandrel is for using a very small chuck on larger swing lathes. The small chuck is from my Unimat SL lathe with a 3” swing.
This mandrel shank is 13/16” in diameter by 1.5” long and fits my largest-sized ER32 collet for my 7” swing mini lathe. The mini lathe is used almost exclusively for small collet work and adding the small Unimat chuck can be allow more holding options. The mini lathe collet chuck can be adjusted to run true on the lathe spindle and this why it is used for small and precise turning.
The mandrel was machined from 1” diameter 1144 Stressproof Steel and a die cut the M12X1 threads. The profile is an exact match to the spindle profile on my Unimat SL lathe.
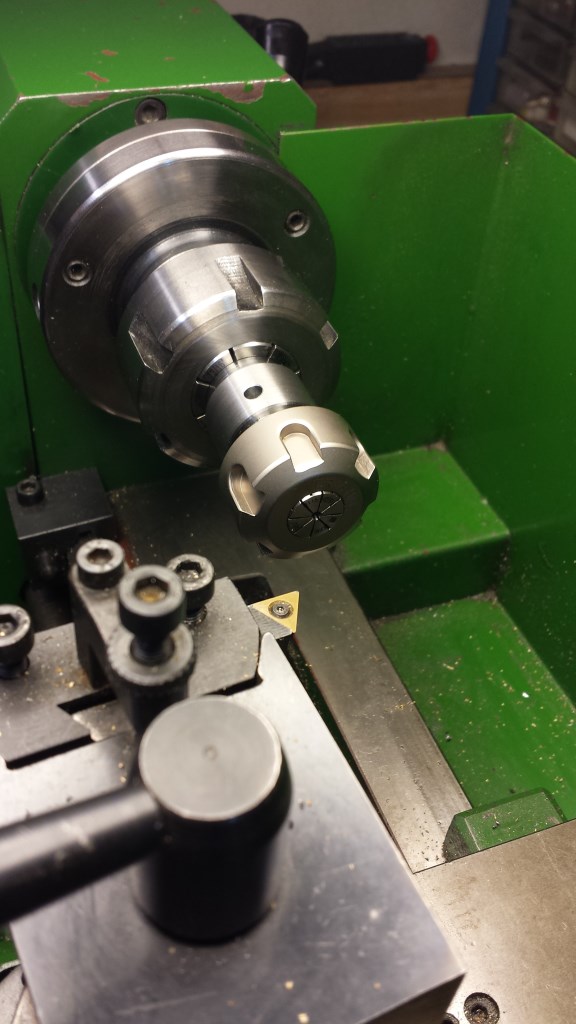
This threaded mandrel fits into a 13/16 ER32 collet (one of the largest sizes of ER32 collets)
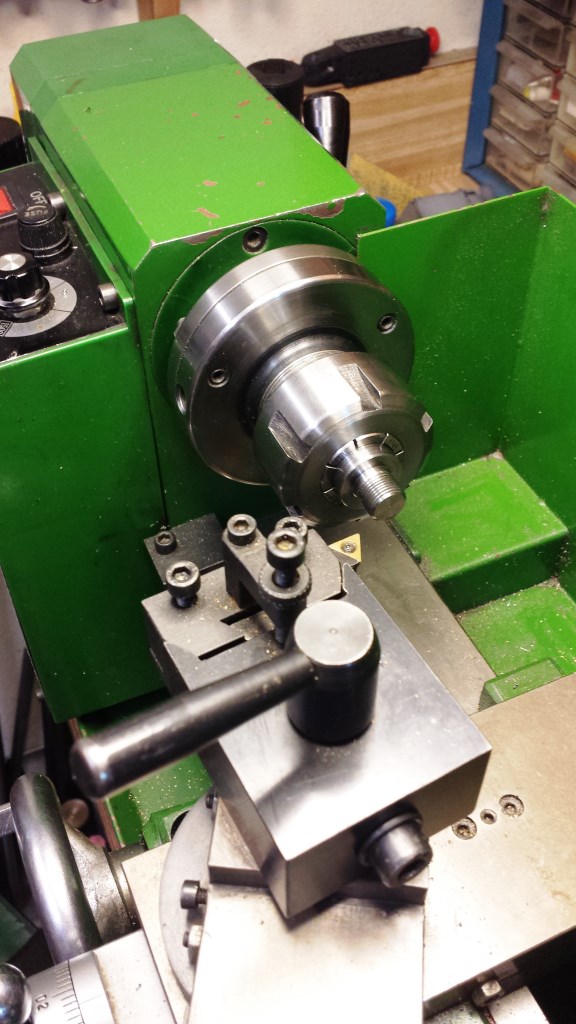
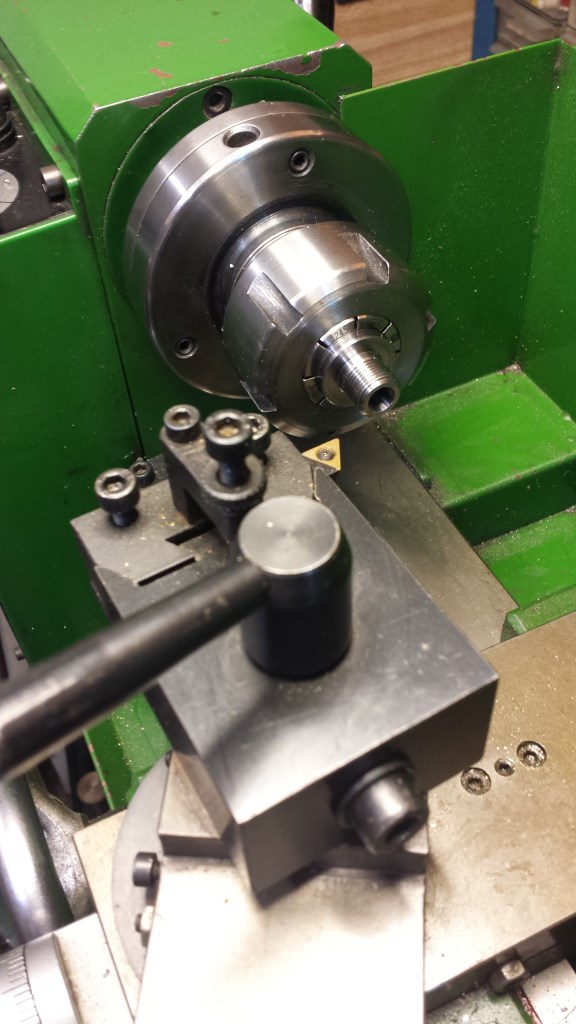
Mandrel installed into the 7" swing mini lathe collet chuck
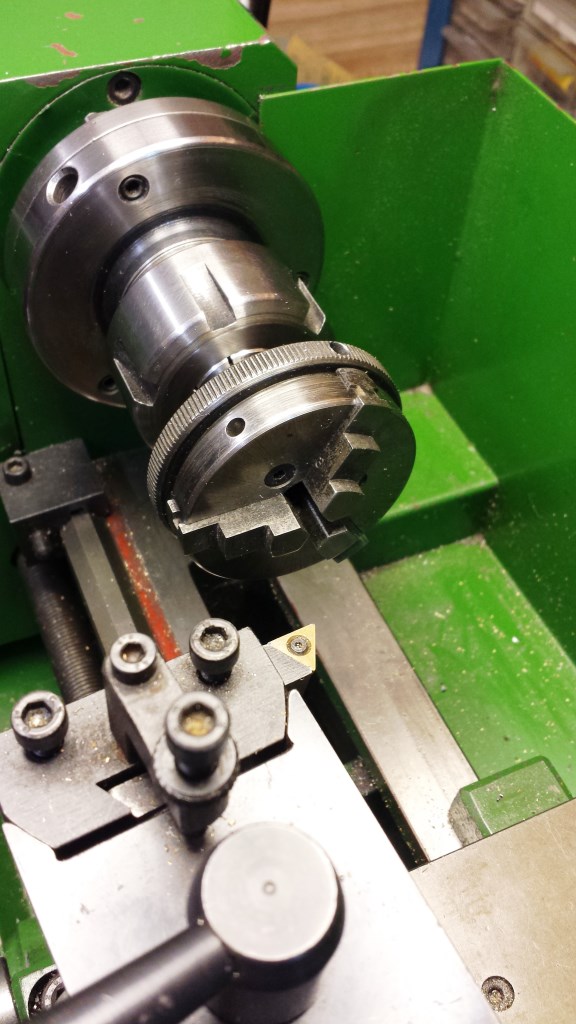
Unimat chuck installed on the mandrel
Also possible to install an ER16 collet chuck but not really necessary with the ER32 chuck
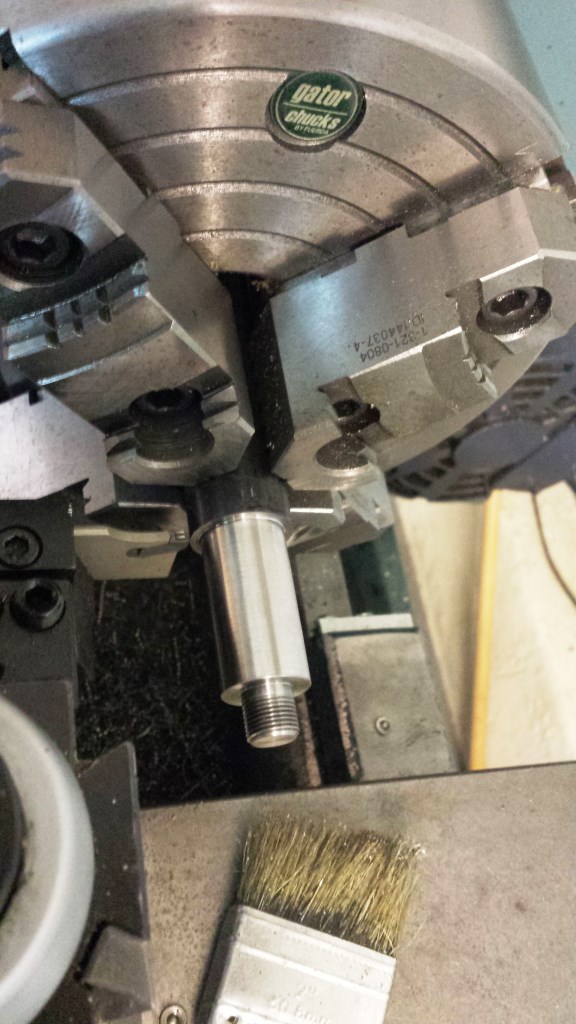
Two construction photos machining the mandrel to exactly 13/16" diameter using my 12" swing geared-head lathe. I consider the machining performance of this 12" swing lathe is very good after making several adjustments and mechanical improvements (see my other postings for the lathe).
Thank you for looking
Paul
Post Script:
Started to use the Unimat chuck on the mini lathe and found the mandrel required a thru hole just like the spindle of the Unimat SL 1000 lathe.
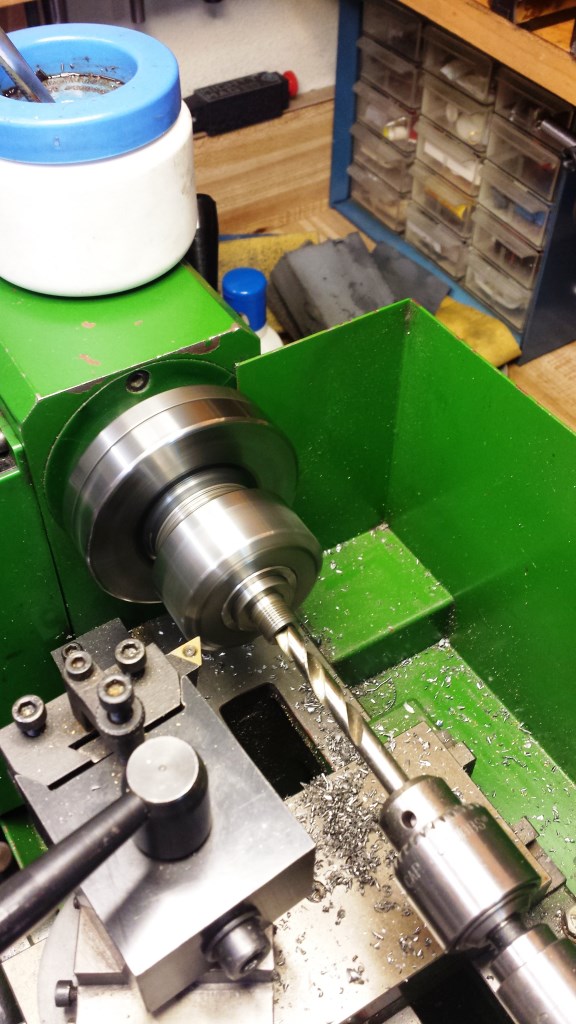
Before starting to drill with a center drill, the mini lathe ER32 collet chuck, 13/32 collet and threaded mandrel were adjusted for a TIR of 0.0005" (which is about as good as it gets with this circa 1993 mini lathe with its original headstock bearings). The collet chuck allows up to 0.003" TIR adjustment by loosening the three spindle clamping bolts and nuts (but keeping still very snug), and use a soft faced hammer tap the collet chuck housing until the chuck runs true as measure with a dial indicator with 0.0001" graduations. Then systematically tighten the three bolts while checking TIR with the DI. This sounds easy but it does take a light touch with the hammer and several iterations to reduce the TIR measurements.
The thru hole was drilled out to a final ID of 9/32" (~0.281") to match the Unimat spindle thru hole.
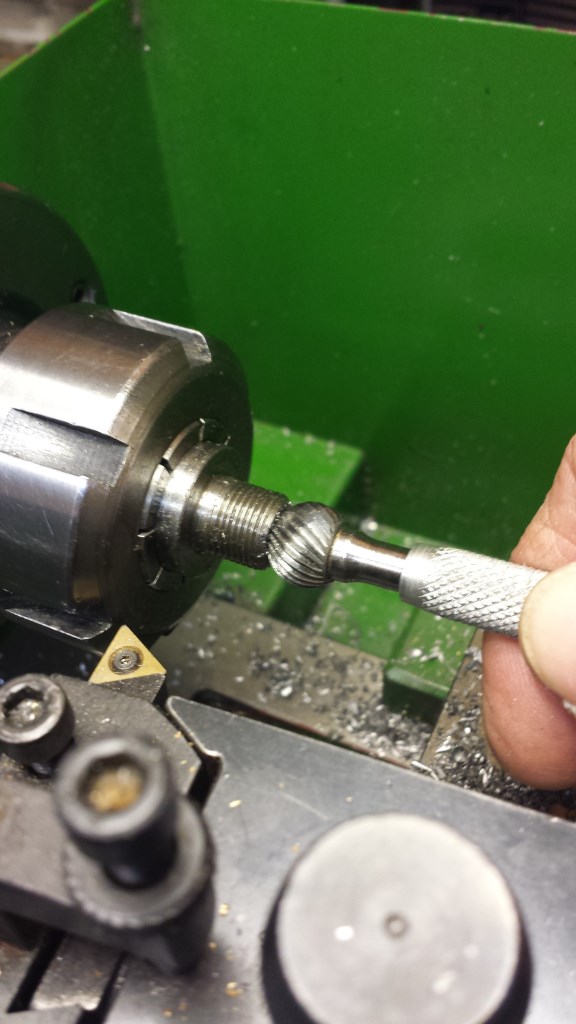
The newly drill hole was deburred by hand.
The photo of the finished mandrel with a the new thru hole.
Again, thank you for looking at this update, Paul Jones, April 2, 2016





 Reply With Quote
Reply With Quote







Bookmarks