
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



While expanding the photos of my old eclectic computer screen background that I had made of some of my more memorable jobs and designs I stumbled on this one almost hidden like an Easter egg
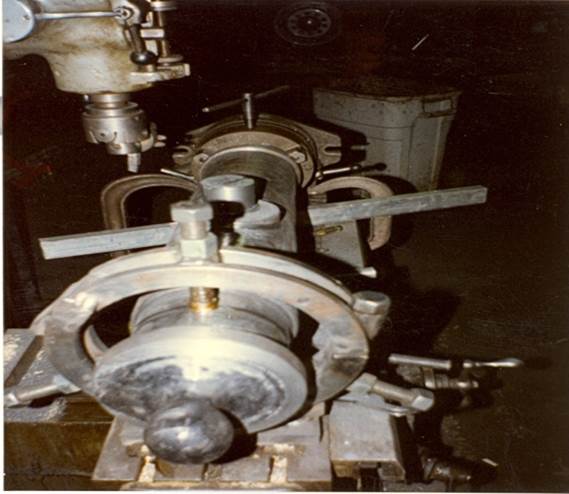
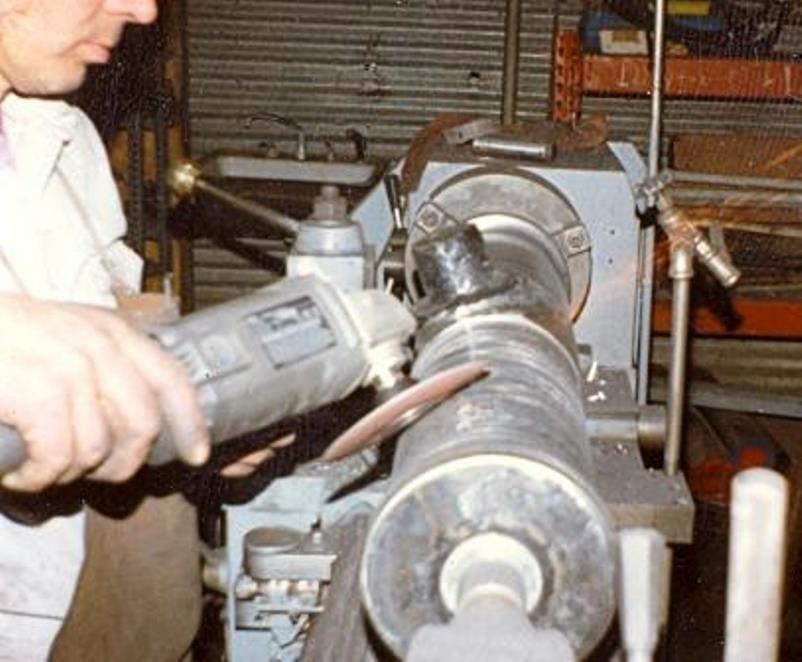
It is a set up that I used to turn the trunions on a cannon that I was making for a reenactment drill team.
the set up required the use of 1 of my homemade steady rests a super spacer chucked at the bore end and a boring head with the cutter facing inwards on my 3 HP Bridgeport J head mill
the cannon bore was .300 wall 2" bore 4130 tubing embedded in the casting and it weighed around 300 pounds


 Reply With Quote
Reply With Quote









Bookmarks