 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks
.
Set up a couple of digital generators to my old analogue TIG welder this spring, in an attempt to optimize its wave forms of welding current, to help my self when I make some butt-welding to thinner aluminium sheets.




.
Set up a couple of digital generators to my old analogue TIG welder this spring, in an attempt to optimize its wave forms of welding current, to help my self when I make some butt-welding to thinner aluminium sheets.

Home-PC (Jul 29, 2020), Jon (Jul 30, 2020), mwmkravchenko (Jul 29, 2020), nova_robotics (Jul 31, 2020), Paul Jones (Aug 14, 2020), paulsabatier (Jul 29, 2020)
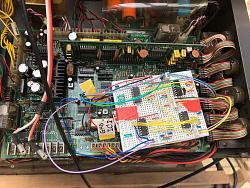
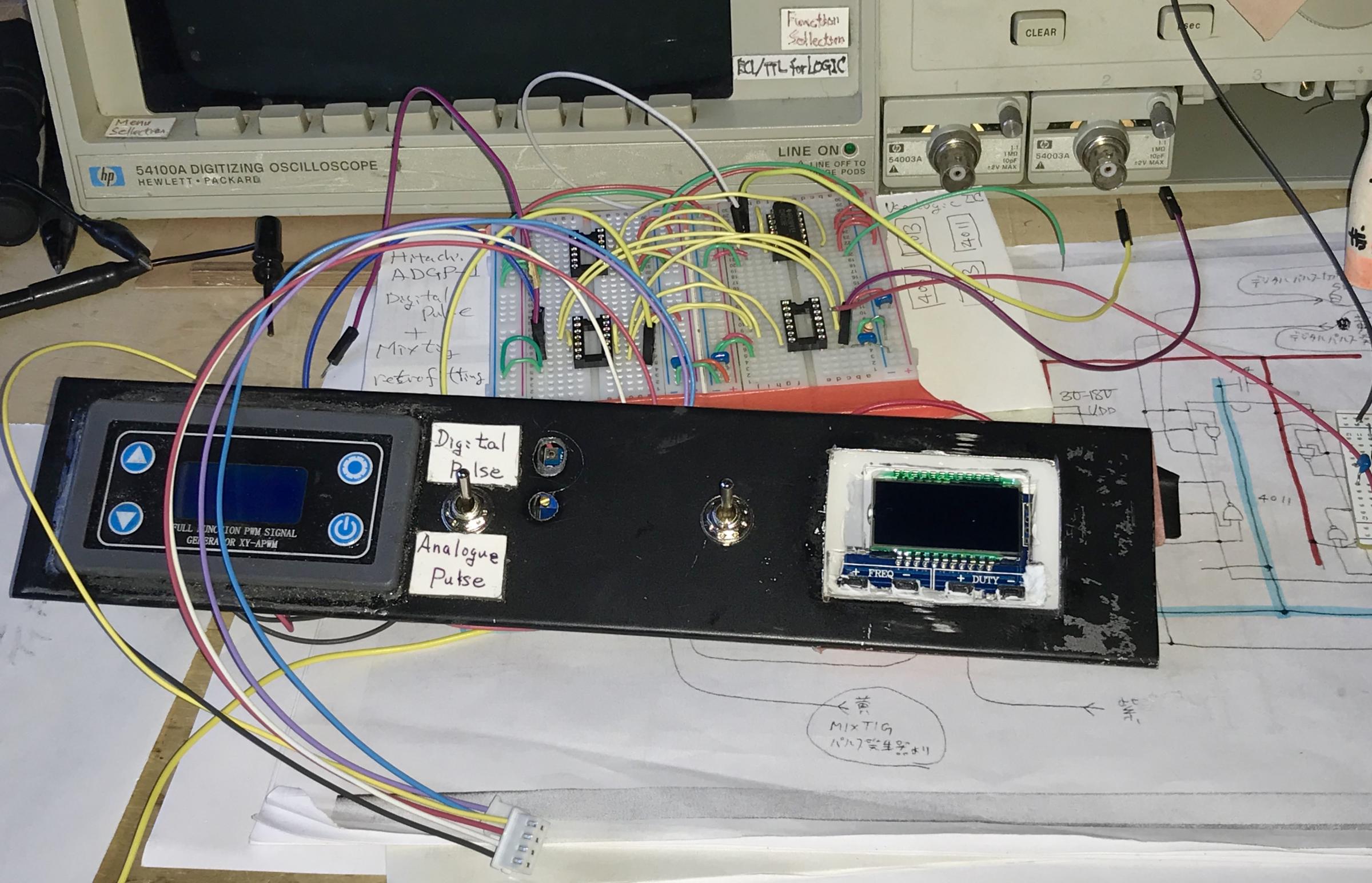
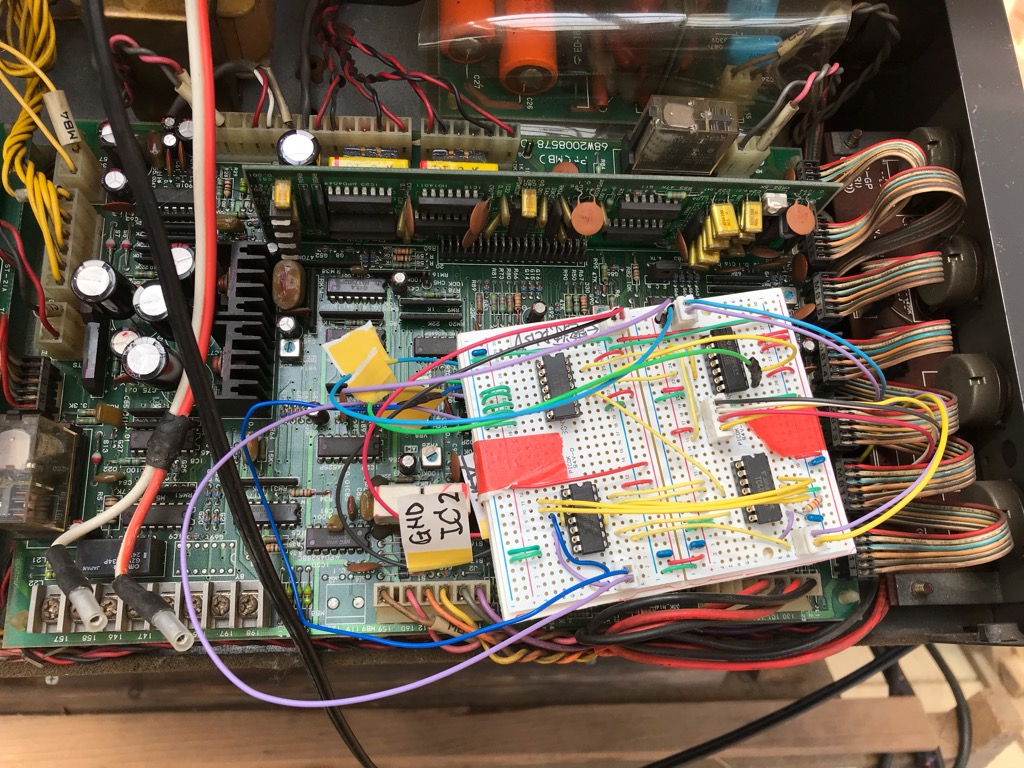
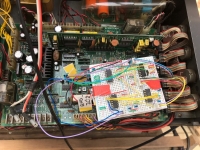
Here showing my old TIG welder;
The digital unit above is set up on the front panel;


Carnel (Jul 30, 2020), Home-PC (Jul 29, 2020), mwmkravchenko (Jul 29, 2020), nova_robotics (Jul 31, 2020), Paul Jones (Aug 14, 2020)
Several logic-chips are placed on a small additional board, and is placed on the main circuit board of the welder;
Home-PC (Jul 29, 2020), nova_robotics (Jul 31, 2020), Paul Jones (Aug 14, 2020)
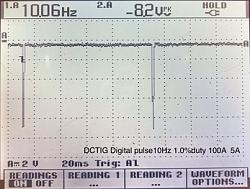
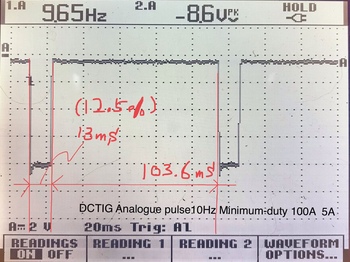
The default setting only provides the minimum duty ratio of welding pulse as 12.5%
.
.
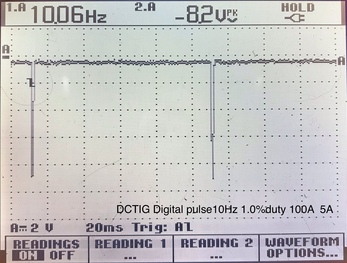
but I wanted smaller duty as small as down to 1.0% for each welding pulse frequency,
showing one sample I got after this retrofit;
.
Home-PC (Jul 29, 2020), nova_robotics (Jul 31, 2020), Paul Jones (Aug 14, 2020)
This old welder has a pulse-range from nearly 0.5Hz up to 500Hz done by analogue frequency generator by default. This old set-up of analogue pulse is not replaced with the new, it can be used if I want.
One of the features I love is that this new set-up can provide higher pulse frequency from 500Hz up to 900Hz, which I found useful in welding thinner steel sheet.
The arc sometimes wonders when the welding amperage is set low, like 30A for welding current and 5A for base current.
But I feel like this problem has nearly gone since I added this new digital generator by applying DC welding pulse frequency higher than 750Hz;
.
.
with this frequency the arc shows somewhat better stability to the aimed point.
Home-PC (Jul 29, 2020), Paul Jones (Aug 14, 2020)
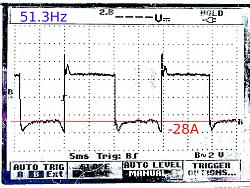
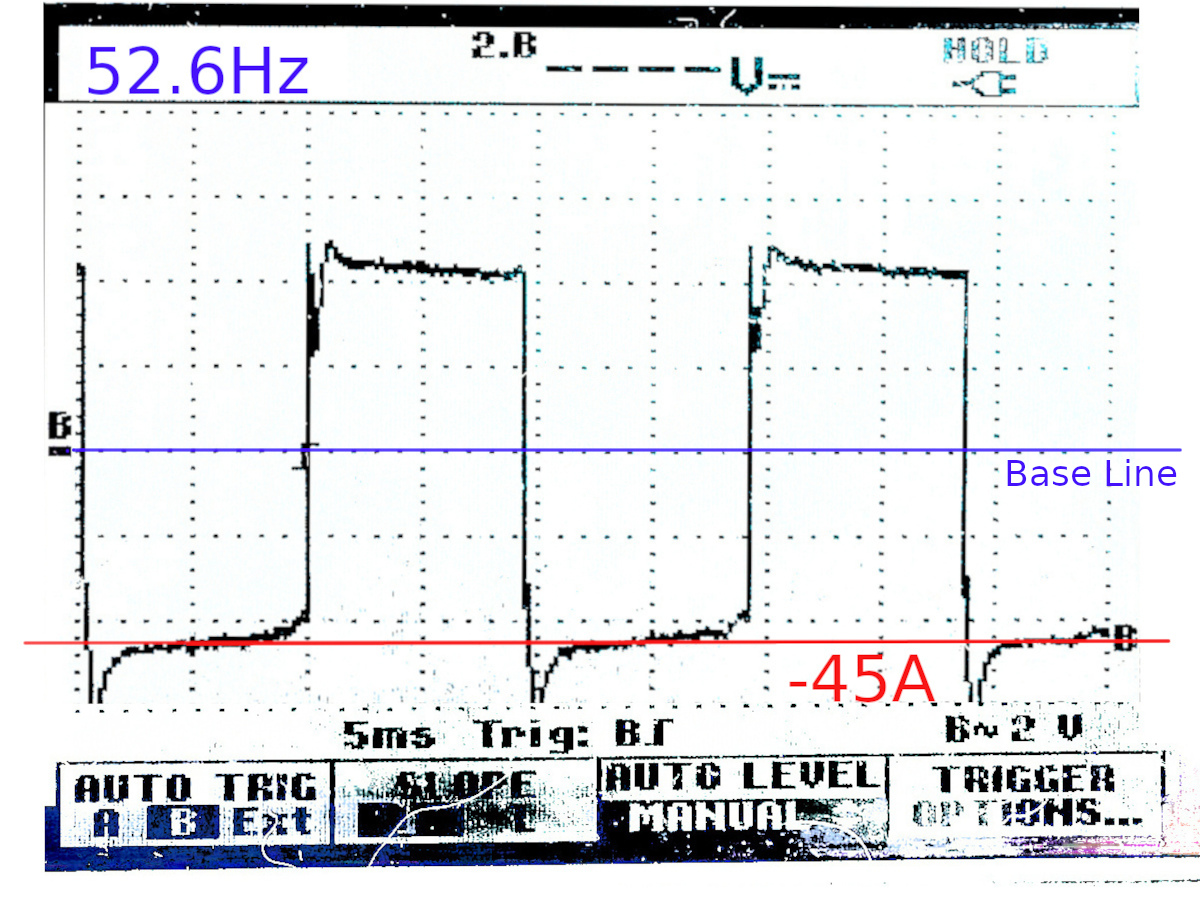
Below is a default wave form of Alternative Current welding, aluminium for example, showing the minus peak as 45A besides overshoot.
Output power is set to 50A for welding;
This shows the real welding power is a tad lower than the setting value.
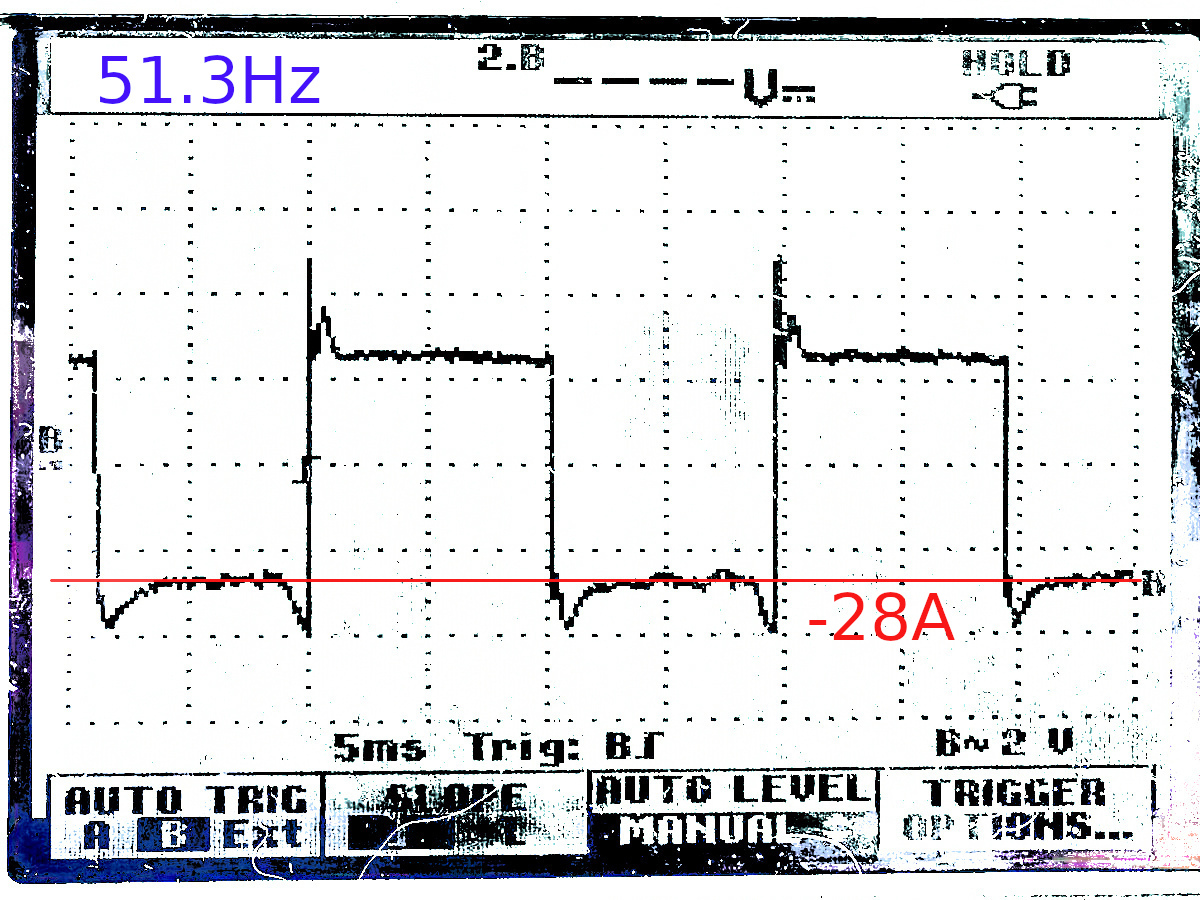
Here is another wave form attained with the same setting but the output power was set to 30A;
Home-PC (Jul 29, 2020)
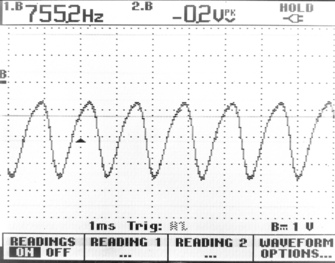
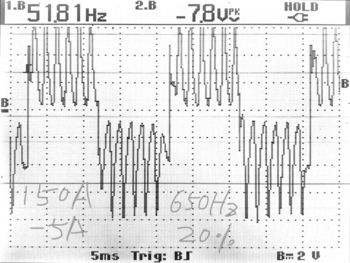
Now I'm going to replace the rectangular wave forms of the both sides (of plus and minus domains), with a couple of pulses of arbitrary frequencies given by this new addition;
Replaced the rectangular wave with 650Hz pulses, setting power 150A for welding.
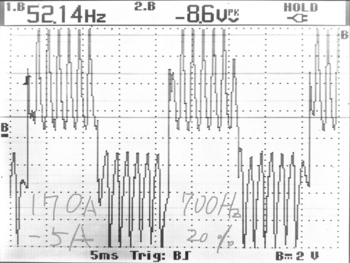
also with 700Hz pulses, setting power 170A.
Last edited by chy_farm; Jul 28, 2020 at 05:43 PM.

Thanks chy_farm! We've added your Digital Generators for a Welding Machine to our Metalworking category,
as well as to your builder page: chy_farm's Homemade Tools. Your receipt:
Last edited by Jon; Jul 29, 2020 at 11:24 AM.
chy_farm (Jul 29, 2020)
As far the schematic, I am thinking of asking a buddy who guides me to attain this job with a lot of information on welding machines if he gives me permission to open his schematic design of this unit.
tooly (Jul 29, 2020)

A nice addition to your old welder. A You have indeed created a much easier to use welder for thinner materials. How does the overshoot work? I'm guessing that your initial arc will be a little bit easier to strike with your settings.
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions

 Reply With Quote
Reply With Quote


Bookmarks