I was thinking of trying to make a bottoming tap from a regular tap by removing the pointed bottom section. Would that work?
Just wanted to see if anyone ever tried it first. :lol:
Printable View
I was thinking of trying to make a bottoming tap from a regular tap by removing the pointed bottom section. Would that work?
Just wanted to see if anyone ever tried it first. :lol:
Yup, been there, did that. I had a broken tap that I did that with. If you are going to use a good tap, be sure keep it cool as you have to take off quite a bit off the end and they are tough(the good ones are anyway).
Thanks for the reply! I thought it would work. I have a cheapy set from H.F. that I will modify. :)
I try to design to avoid the need for bottoming taps but, in the past when I've needed one, I've made them this way...
Rather than grind the tip off, which extends the risk of overheating, I cut the tip off with a cutoff disk mounted in a Dremel tool. I have a tiny shop vac that I use for small clean up jobs. I mount the hose to the exhaust port and arrange it to blow over the tap while I'm cutting. By pecking at the tap with the disk, the risk of overheating is reduced considerably.
Still, there are very few situations that absolutely require bottoming taps; designing the need away is still the best solution.
Yes can be done, Most important to do the following:Quote:
Originally Posted by bobs409
1. When grinding away the tapered part of the tap you MUST KEEP THE TAP COOL so as not to ruin the temper of the tap
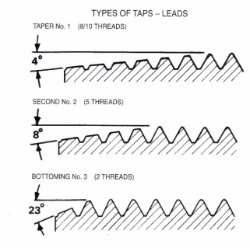
2. When tap has been ground down into a bottom tap you will need to provide a taper at the end of the tap over at least one thread (no more than 2 threads) otherwise you will really risk tap breakage, especially in hard material .
Cheers
Madeit
I've done that. It's not the best solution since there are so few threads left after cutting off the tape. Also, there's always the risk of softening the tap when cutting. I get around both of those issues now by cutting threads to whatever length I need on a piece of tool steel (or HSS), then hardening it. If you can't get tool steel the right diameter, you may have to turn it down to the proper size before tapping.Quote:
Originally Posted by bobs409
However, if it's not worth that effort or you don't have the setup to do that, making the bottoming tap out of taper isn't a horrible second choice.
First, thread a nut onto the tap so the start of the taper is just peaking out of the outboard side of the nut (towards the tip/away from the handle.) This nut will help dress any of the tap's threads that are damaged during the cutting. It'll likely be softer than the tap, but it can still straighten tiny cutting threads a time or two before the threads in the nut are ruined.
If you can, make your cut under water, or at least with flood cooling. A lapidary saw for cutting gem rocks is ideal for the job, but you can also direct a garden hose when using other cutoff tools.
It's important that the cut is exactly at right angles to the centerline of the tap - it won't have the taper to align the tap in the hole, so it has to be absolutely at a right angle to the hole you're tapping, else it'll start every tap job on a skew. If the cut IS at an angle, you can try to grind it perpendicular. It's a lot easier to cut it properly in the first place, especially if you don't have an accurate tool grinding setup.
The main thing is to keep the tap cool at all times. It can be warm - if you can hold a finger on it without burning yourself, that's cool enough to avoid softening. Any hotter than that though, and you risk ruining the tap.
Once the cut is made, remove the nut. If you have annealed the tap, you can dress the threads with the appropriate die. If not, run the nut on and off a few times.
Hope that helps. Let us know how it goes.
Dave Davies, Canada
Nobody buys bottoming taps Geinder,bowl of water and timeQuote:
Originally Posted by bobs409
Yes, that will work. Most of the time when we break a taper tap, we grind the bottom flat and there you have it, a bottom tap.
It can be done. Cut off the tip using a cutoff tool (Dremel or air powered cutoff) leaving a very slight tapper at the very end (about 1mm). Cool the tap very often in water to prevent loosing the temper of the metal of the tap. Remove any burrs from the cutting process with a knife sharpening stone or 400 grit wet/dry sandpaper. I have a set of HF taps and find them to be of poor quality. They dull quite easily which distorts the cut shape you are trying produce to properly match the bolt.Quote:
Originally Posted by bobs409
yes I have done it many times slowly repeat slowly grind the bottom down till you get to the last thread or 2 that has a slight taper if you grind the end to fast and it turns blue than it is junk and it could break in the hole. when threading drill the hole to the correct size compare it to a chart then start it with a standard tap finish it with a bottom you made also use a good tapping oil for the metal you are working on thank you jimbo
yes I have done it many times slowly repeat slowly grind the bottom down till you get to the last thread or 2 that has a slight taper if you grind the end to fast and it turns blue than it is junk and it could break in the hole. when threading drill the hole to the correct size compare it to a chart then start it with a standard tap finish it with a bottom you made
I didn't recall reading anything about only using a HSS (High Speed Tool Steel) tap for this type operation. I would never use a HF tap because it's probably carbon steel which is brittle and or sub par quality. I've done this for forty years and it can be done but I don't remember what you said you were tapping into. Or were you hand tapping or machine, single job or multiple? Anyway, if it is mild steel, aluminum, cast iron or other softer metals you can do it but obviously tap with a good HSS spiral pointed gun tap first. Then clean out hole 100% and hand tap (with oil/ coolant) the hole so you can feel the tap cut or not. If not cutting try something else. Tapping into a blind hole is problematic for the untrained. It's easy to break one off if you don't do everything correctly.
Well I had success! I used a thin cut off wheel and trimmed it in seconds. I'm only using this in aluminum and it worked great! Just use a regular tapered tap to start and finish off with the modified one.
Taps are so inexpensive that I almost always just buy one. But I have threw it in the grinder with a water cup near by so I don't change the color any by keeping it cool and have successfully done this 3 or 4 times. I bought a lot on eBay that has everything I ever need now 3 times over and it was very cheap! (All USA taps)
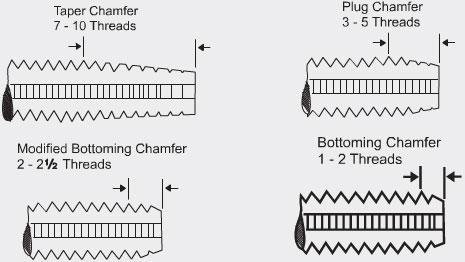
I generally buy my taps in a 3 tap set which comes with a taper or starting tap a plug tap which has a couple of the end threads tapered and the bottoming tap which will have only the last thread slightly tapered
. Cutting a plug or a taper tap has never been a problem for me I just use a thin cut off wheel and coolant then grind the end thread to look like a regular bottoming tap would.
making taps from annealed drill rod o1 tool steel or just about any harden able steel can be accomplished with good results but you need a lathe and a way to cut the flutes or a die that can be spread out about .001" of an inch per tenth of an inch in diameter. In some emergency repair situations I have even ground flutes in hardened bolts then heated them to a dull red then quenched them in water to use for cleaning out threaded holes when I found myself without the proper tap
Of course people buy bottoming taps! Obviously they're no a requirement for thin stock with through holes, but there is a need for them. I have used my bottoming taps quite regularly.
Hi While you can make a bottoming tap out of either of the other two taps, you do lose a substantial number of threads. This may not be a problem for shallow holes. Personally, I would buy a bottoming tap. You never know when it could be useful again. If you are stuck in an "emergency" situation and cannot obtain a bottoming tap then by all means "convert away". As others have already stated be careful not to overheat the tap during the grinding/cutting process.
When I have a need to tap a thread into a blind hole, if I don't already have that particular thread size, I normally buy the set of three.
Lots of taper and plug taps have been ground into sorta bottom hole taps. I've even been a guilty party when in a bind. But when it's all said and done the shape of the end teeth can't be right if you just cut off a taper or a plug. The homemade ones always turn a little harder and break more often because the end two teeth are shaped wrong. If you have the time and money get a real bottom hole tap.
Dusty
I never throw away a broken tap.
Attachment 15821Attachment 15822
If you are using a high speed steel tap you don't need to worry about getting it too hot when you grind it. They are not carbon steel and do not respond to heat like a carbon steel does. It was made to replace carbon steel cutters so that turning speeds and drilling speeds could be increased to the point that a carbon steel tool would lose it's temper. I seem to remember an article about HSS wherein they claimed it would continue to cut at a red heat. GP
if you look back at my post I said grind slow and repeat slowly cut it down or it gets brittle and breaks and I repeat you have to use slow even grinding. jimboQuote:
Originally Posted by gpete
You may be right about brittle and break but I was responding to the ideas in some other posts about drawing the temper as in carbon steel. I have made bottoming taps out of taper taps and did cool them but it was because they got too hot on the fingers. It doesn't take too long to grind one down. Also better to start the threads with a taper tap and finish with the home ground bottoming tap.Quote:
Originally Posted by hdrideblue
Yes,
I save broken ones or ones that start to wear or chip on the bottom for this purpose.
You can take a zip wheel and cut them off. Keep the tap cool like every one else says.
{kind=link}
{kind=link}