 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksCNC mist system. By routercnc.
31:42 video:
43:35 video:
48:22 video:





CNC mist system. By routercnc.
31:42 video:
43:35 video:
48:22 video:
New: BuildThreads.com - 300+ build posts/day (with photos)
nova_robotics (Aug 11, 2022)



OK I only scanned through his 2 hours of videos in about 5 minutes or less so I may have missed something important, but I doubt it
His system is entirely too complex.
Bridgeport mills have had a simple coolant mister for decades which is little more than a reservoir a nipple to connect an air supply mounted in a block of aluminum with a needle valve to control the siphon of the coolant a hose and an adjustable nozzle They are in expensive and reliable

Never try to tell me it can't be done
When I have to paint I use KBS products

I used the same watching technique and reached the same conclusion.Originally Posted by Frank S

I had a Koolmist system which seems as if it was like the Bridgeport system that you mention but I was never really happy with it. I was forever having to adjust it. A year or so back I made a new block with rearranged passages and I replaced the coolant tank with a filter housing similar to the one in the video, which allowed for the coolant to be pressure balanced to the air flow. The system works much better now. It is no more complicated than the original, just different. The block was replaced with another and the coolant tank was replaced with the filter housing. None of the complication of the video.
When I had my Bridgeport, I usually ran Chevron soluble oil B at a 10 to 15 to 1 ratio coolant, and I always seemed to neglect cleaning out my tank, frequently the mix might stay in the tank for weeks maybe longer if I wasn't doing any milling, sometimes it would be left in the tank so long I would even have to add a tablespoon of bleach to get rid of the Monday morning stink. I don't remember having to fiddle with adjusting it all that much, as I would normally just open the valve and nozzle pretty wide
Never try to tell me it can't be done
When I have to paint I use KBS products
Frank, I've not watched the video at all, but there is a difference between mist and flood cooling. Mist cooling is supposed to do the job without as much coolant going everywhere. I think that's it's major pro, anyway. Flood is used for chip removal as well as cooling. All I know about it is what I've learned watching videos. The coolant I bought when I got my first lathe is still sealed in the bottle, as I've not needed it. Most of my machining experience is in a really long (7+ years) class, where none of the manual machines used coolant of any kind, while all the CNC machines had flood cooling, and conveyors to carry the chips away with the coolant. And I never used any of the CNC machines. I've been following this stuff because I expect that one day I might need to know about it...
Today is not really that day, either, but I think a potential problem with mist cooling would be inhalation of the mist. Not sure the chemicals they use are good in the lungs. I'm sure that there is some mist from flood cooling, too, but since I've not seen it IRL, I'd be interested in hearing what you have to say about it. I've been setting up my machines so they have drip trays under them, with the intent to use flood cooling. My little Atlas MF horizontal mill came with a pump installed, and drain hole in the table, but I got it in a box and 57 baggies, so never saw it set up or operating.
Bill
Bill I bought my first lathe about 55 years ago, never ran any CNC for machining but use coolant in one form or another for most operations whether turning, milling or sawing and probably would for grinding if I had a surface or Blanchard grinder. When I use mist, you can see a fog in the air and it is only by the shielding containments, I set up that prevents there being a mess all over the place. when flood cooling if it were possible, I would use emersion cooling instead for some operations. I don't concern myself with breathing airborne partials from the mist I just step aside and view the operation from a slight distance up wind if possible providing I have as fan going Heck I've been welding and or smoking for 60 years so a little more crap in my lungs is probably not going to make much difference at this stage in life anyway
Never try to tell me it can't be done
When I have to paint I use KBS products
The Chevron B seems to atomize well enough, for me at least but I don't pay much attention to the mess it causes but after a couple days' worth of milling it is time to break out a spray bottle of dish soap or something like simple green and give your machine a real good wash down and rinse otherwise the stuff will build up and before long you won't even be able to tell what color it is. I hate milling almost as much as having to do a blind 2" 18TPI left hand thread deep inside of a counter bore
Never try to tell me it can't be done
When I have to paint I use KBS products
Such a thread would not generate any fear with my lathe conversion Ball screw and electronic lathe conversion
You are probably right. I've run a lot of CNC equipment but none of the milling or turning centers.

Never try to tell me it can't be done
When I have to paint I use KBS products
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions



 Reply With Quote
Reply With Quote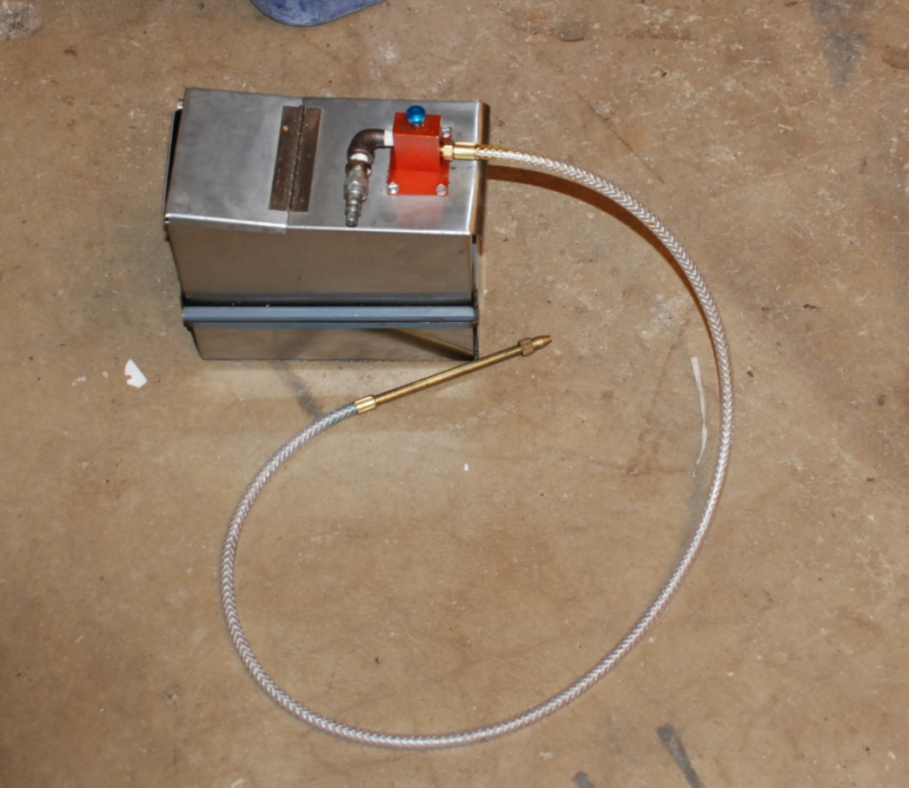

Bookmarks