-
2 Attachment(s)
Do the Bump [Roller]
Useful Lathe Tool, the Bump Roller.
Found need for a bump roller, while facing short spacers to precision length, to .655 long.
'My' roller's too large a shank for their #250 QC size tool blocks.
Examining HMT.net for clever options by others, came up with an alteration. The #250's and this little lathe make it logical, even better in larger machines.
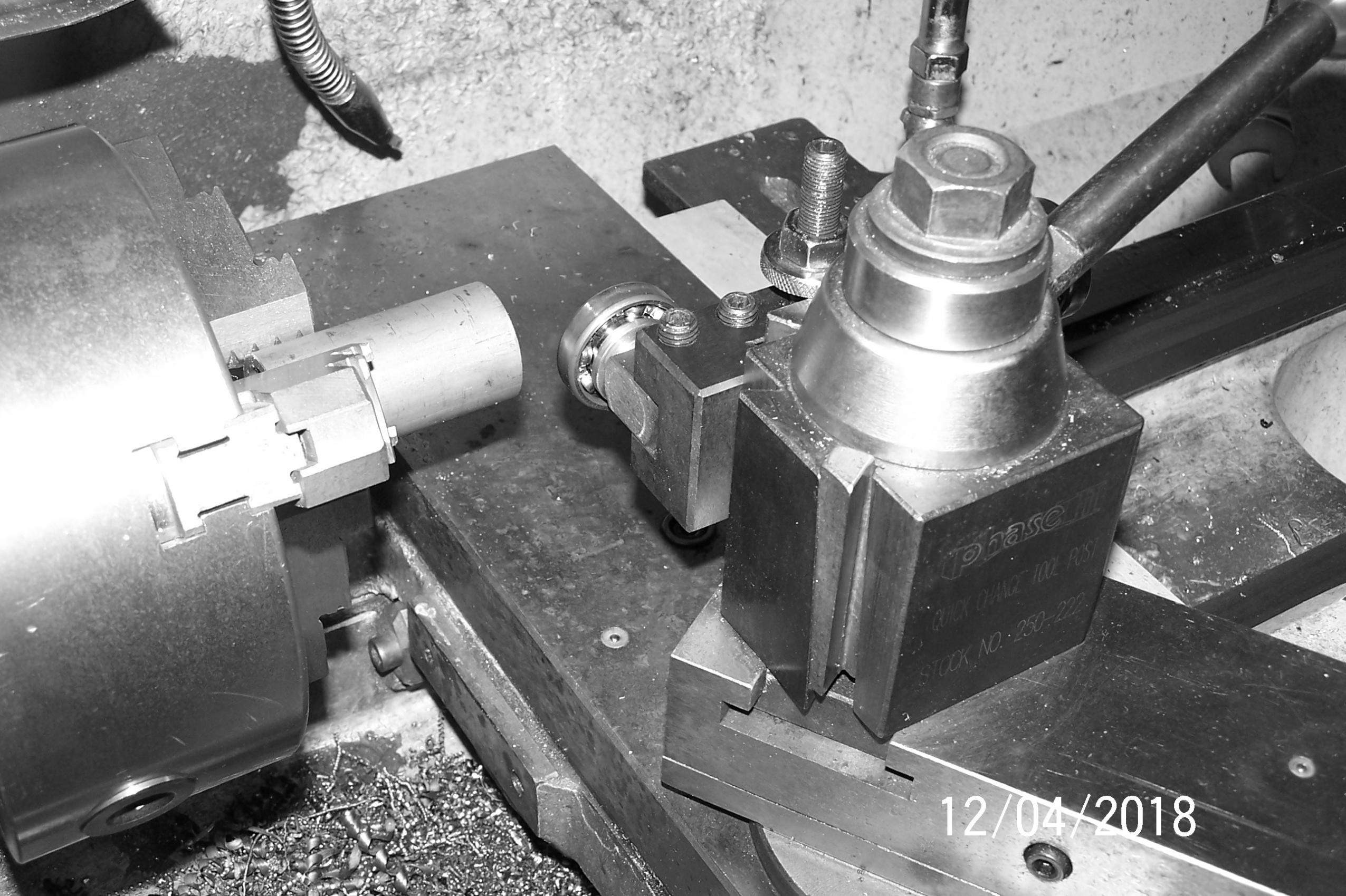
Most bump tools have bearings at either ends, oriented in the same direction. That allows face or diameter contact with material, by repositioning block on toolpost.
Attachment 23264
During measurements, I noticed unused bearing takes up room in either direction, inspired this 90° version. This creates 4 possible mounting choices.
Attachment 23265
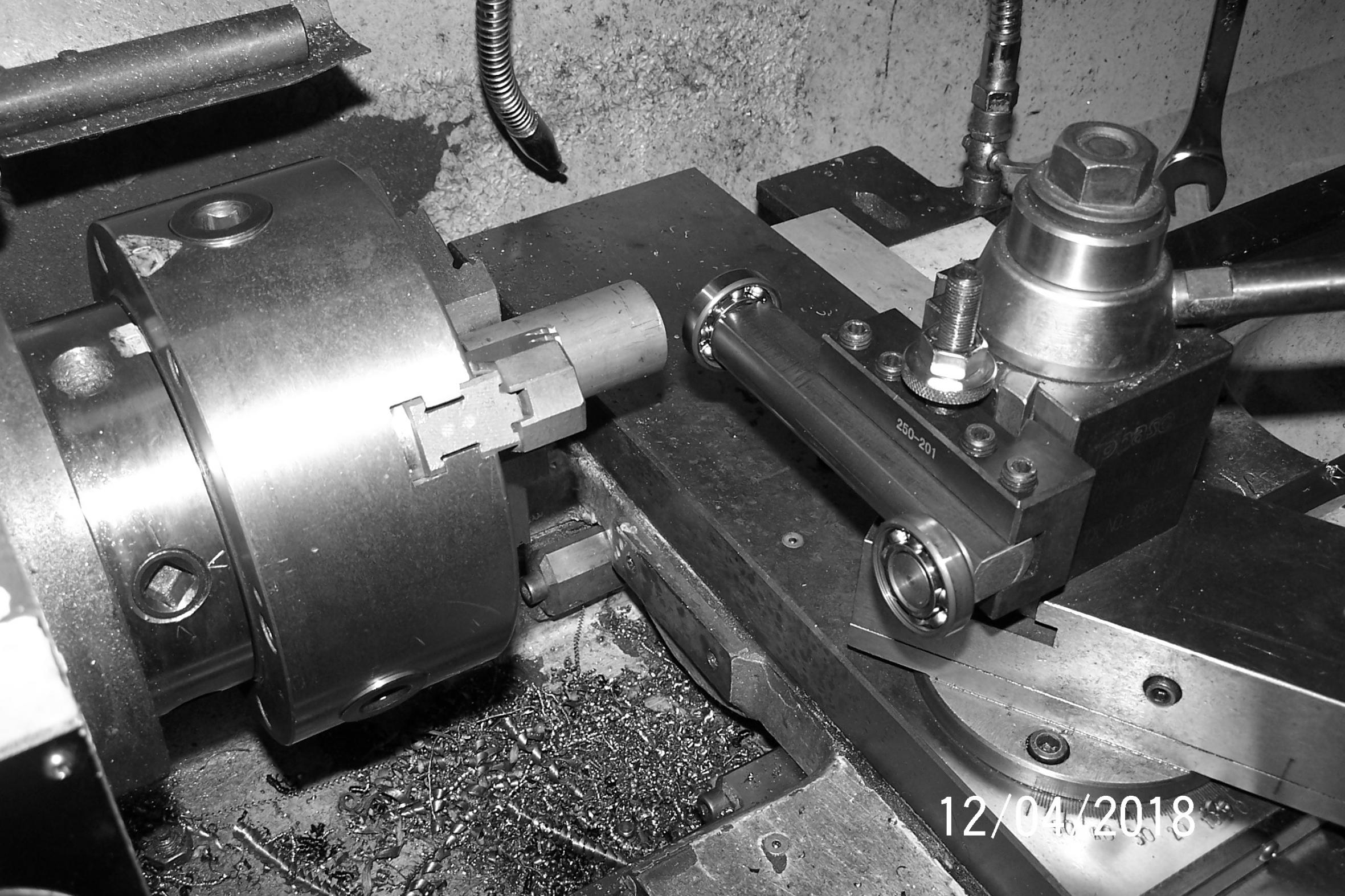
This positioning flexibility demonstrated itself by providing clearance twixt compound and chuck jaws in very first use.
Main [1st] roller is on pilot turned on round stock, side roller is on post heavy press fit in side. Shank milled to size before assembly, in an overall length about 25% longer than width of tool block.
Repositioning 90° is a minimal adjustment of the crosslide!
Worthwhile? The Jury is in deliberations...
P.S. An inquiry about the position of roller in photo. Bumping rough OD's won't true up or center very well. If you can get a decent saw-cut, the face often will run better.
And roller height to centerline not so particular as cutters...somewhat above center imparts a rolling and skidding force that bumps in really fast at low speed. Physics are unclear; believe it works same principal of large wagon wheel on rough trails.
-
Nice one TM51. 4 way is ingenious and wins a piece of cake for sure. Mine built early on is offset at each end but rarely used as a face roller but will work in a pinch. Yours is masterful! :bow:
{kind=link}
{kind=link}