 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksHi all
in my first post I want to show you my ideea of a drill press handle. It containes a 3 position switch with central "zero" for selecting the desired direction, "fwd" or "rew". I designed it mostly for tapping.



Hi all
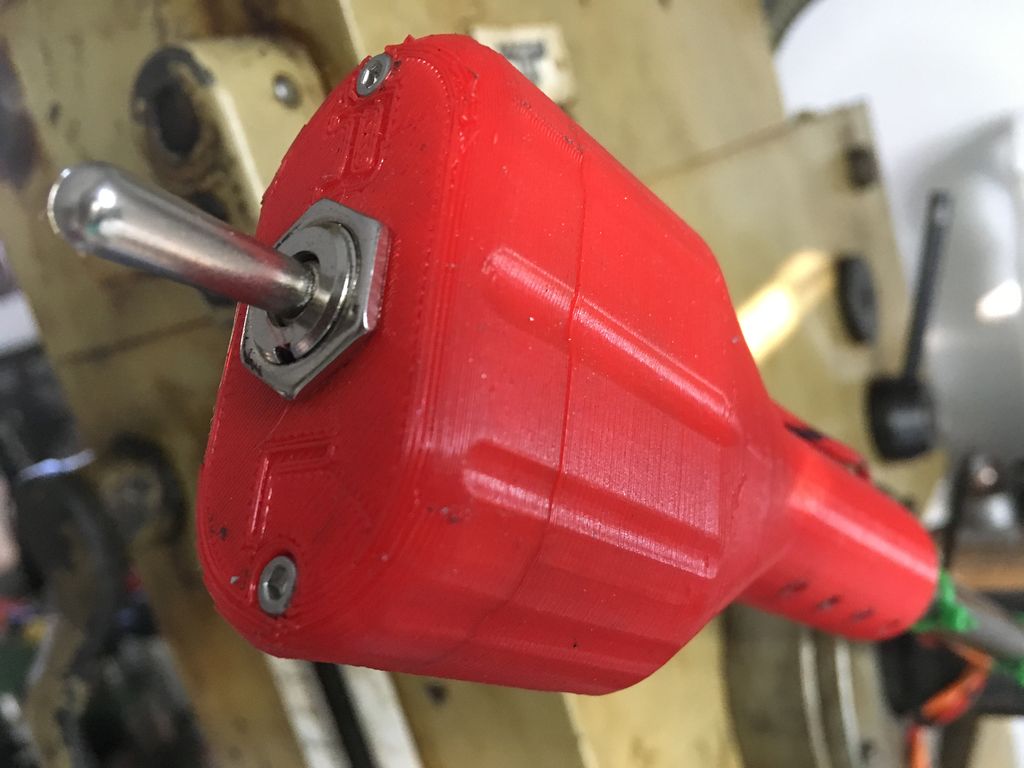
in my first post I want to show you my ideea of a drill press handle. It containes a 3 position switch with central "zero" for selecting the desired direction, "fwd" or "rew". I designed it mostly for tapping.

allenz (Oct 28, 2023), baja (Dec 26, 2018), bimmer1980 (Aug 30, 2018), jamesjinks (Oct 8, 2018), Jon (Aug 28, 2018), Miloslav (Dec 25, 2018), mr mikey (Nov 1, 2022), Paul Jones (Aug 29, 2018), PJs (Aug 31, 2018), rgsparber (Sep 2, 2018), rlm98253 (Feb 17, 2022), rossbotics (Aug 29, 2018), Seedtick (Aug 29, 2018), Sleykin (Feb 17, 2022), Toolmaker51 (Sep 3, 2018), TSiArt (Aug 30, 2018), whitebear (Dec 4, 2023)

Nice idea and very nice 3D printed part.


Thanks !
it took about 5 hrs to print it because of 75% infill and solid layers every 2.5 mm.
What a cool idea!! Easy to use?Originally Posted by almarghi


very easy to use. In some future I will redesign it, just tot make it a little bit slimmer.

I had this garbage drill press at work. I set up a foot switch to go.
But this foot pedal switch can be expanded to this idea . Forward and Reverse.
Cool idea .

Thanks almarghi! We've added your Drill Press Handle to our Drilling and Drill Presses category,
as well as to your builder page: almarghi's Homemade Tools. Your receipt:
That's a really good ydea! My old 1950-something Craftsman drill press has the switch in a very hard to find location on the left side up fairly close to the belt. I never thought of extending hte switch on a "dongle" (that's what we would call it in the computer world)
PJs (Aug 31, 2018)

I admire this project. I power-tap frequently on various machines, our drill press being the least accommodating. This would solve it.
I'm interested what means attain a convenient "o'clock" position. Table height is a good start, with tapping a relatively shallow operation. Could a clamp substitute a knob, readily moved to any of the three arms, or 3 half-knobs?
Digging around, turned up what seem a finger operated cutting fluid dispenser. O-Rings deteriorated, but the remainder seem fine, but haven't determined all parts are present. Too busy working for time to dive into it. A shop-made thing, it seems to use a reservoir, small capillary tube, and a spring loaded 'piston', in a compact aluminum body. Gravity fed, the O-ringed piston rod interrupts flow from vented tank to lower tube. Lower tube, I envision inside a sleeve to aim fluid where intended. A light compression spring is missing (?). Cool part, it could be set where other hand [left for most of us] could operate, while right is engaged feeding drill or tap.
Sprays and brushes are fine but use w-a-y more liquid than needed and triple clean up effort afterward.
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...



Back when I had a drill press that had the adjustable rotational speeds to do power taping I had 3 different sizes of the tap o matic style self reversing devices. No need to reverse the drill press.
the only drill press I ever had that could be stopped instantly is my 7.5 HP Cleeremen but it is a jig drill not a drill press per-say.
I have been thinking about converting 1 of my belt driven drill presses to a change gear head using a variant of
LMMasterMariner's http://www.homemadetools.net/forum/2...ans-more-69285
Never try to tell me it can't be done
When I have to paint I use KBS products
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions

 Reply With Quote
Reply With Quote


Bookmarks