https://www.youtube.com/watch?v=2tpgc_pHRl4
Printable View
Is this for breaking chips?
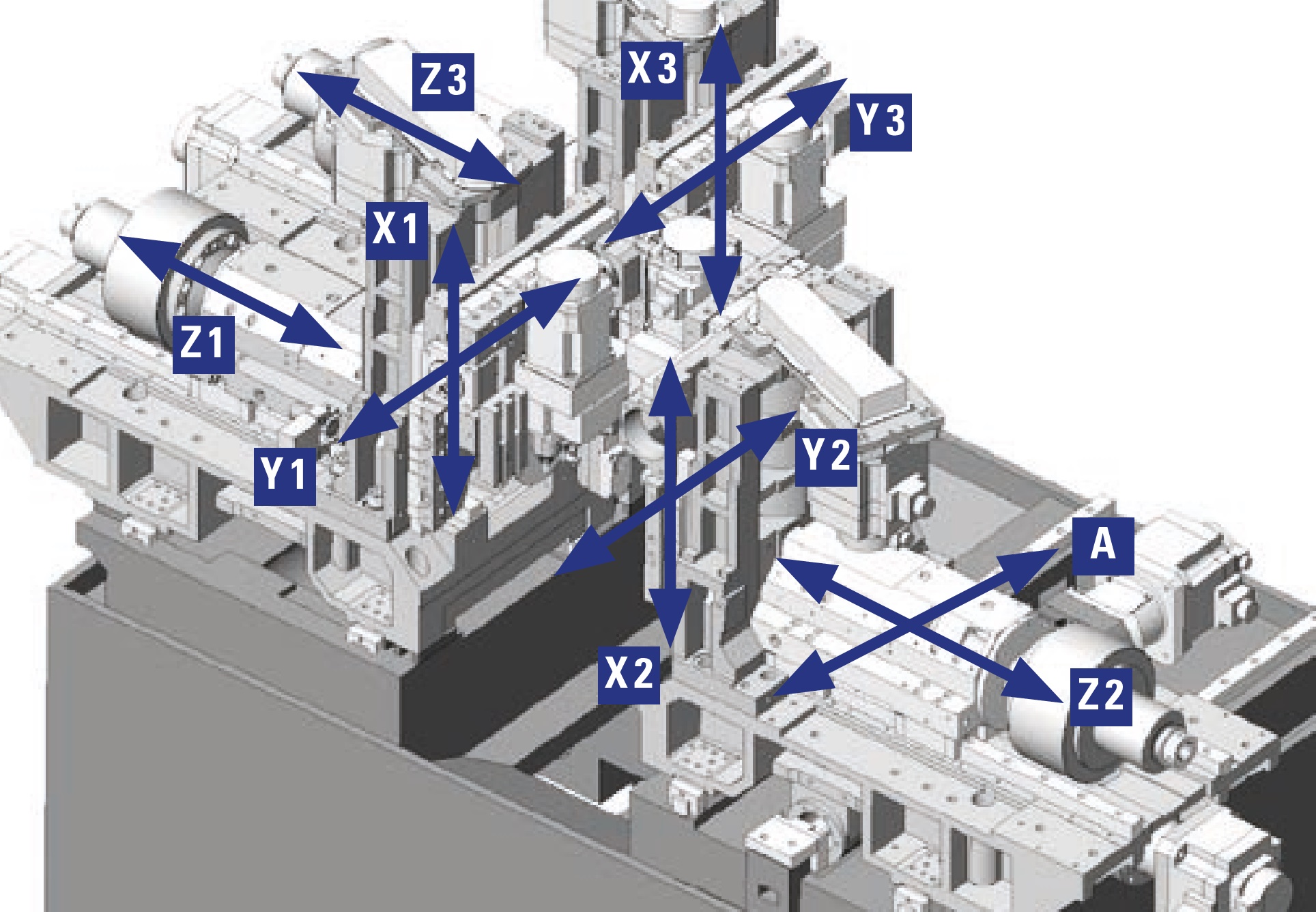
Exactly! It is an unconventional machining process used to break chips in ductile materials (low carbon steels, for example). It also shows good results in the machining of polymers, pure aluminum and some alloys used in the naval, aeronautical and aerospace industries. Depending on the specific model of the equipment, different types of vibration are obtained (see image).
https://www.youtube.com/watch?v=7HdMaJ_9Kus
Attachment 38923
That's interesting. I have ****ty tools and use them poorly so they chatter all over the place. Basically the same thing. I'm a trend setter.
It seems to me that a similar thing happens on a regular old lathe. The natural vibrations of the tool and work piece create differences in cut depth. Especially in roughing cuts, then when a finish cut is made, the vibrations would be different, resulting in a nicer finish.
The cut off tool is especially prone to vibrations, and failure do to excessive vibration.
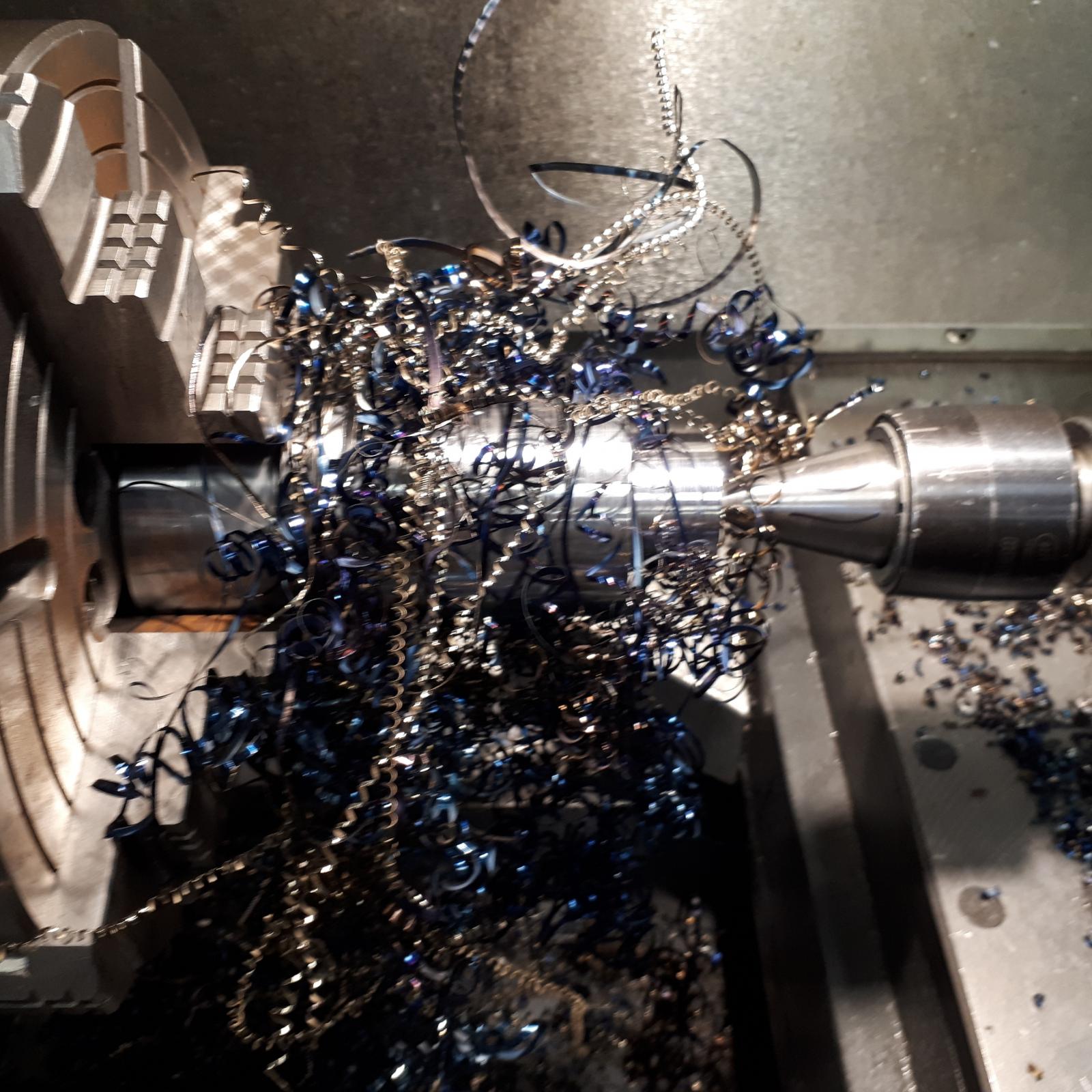
That's it, there are materials that don't break chip easily, even if you change the machining parameters or use chip breaking tools. The fun is trying to control the shape of the chip, when possible, so as not to end up with a bird's nest on top of the machine!
Attachment 38924
Yes hemmjo, there is also a relationship between the depth of machining, the tool nose radius and the rigidity of the equipment. When the cutting edge of the tool is worn or broken, the tendency to cut is vibrating and noisy, which is very irritating. If the machine has excessive play, then the tool makes small bumps and may even break. The secret of the process is to know how to choose and sharpen the tool correctly!
So are these Low Frequency Vibrations something that are created on purpose? Or is the animation a demonstration of how the unwanted but often naturally occurring vibrations affect the machining process?
Yes, they are vibrations controlled by the machine! They are usually 1.5 times greater than the frequency of the part.
yes they are purposely created. in the case of the deep bore in the video it would be next to impossible to plunge straight in without reversing out due to chip foulingQuote:
Originally Posted by hemmjo
In the drawing I posted earlier, you can see the directions (marked with arrows) where the vibrations can be performed.
Ah I see, interesting stuff...
https://www.citizenmachines.com/lfv-technology
Unfortunately the price of this machine model is very high compared to a conventional CNC machine, for example ...
When I do an intermittent cut with carbide I break a lot of tools. Is that a problem with this technology?
There are many different grades of carbide. I also have trouble chipping carbide cutters when using my lathe. If I have to remove a lot material, on a lot of parts, I use carbide. Most everything else I use High Speed Steel, I can sharpen it, hone it and get good finish in many situations. I have only needed carbide for one job, so I am no expert in the topic.
I have also used a machine to remove carpet glue from a concrete floor the size of a basket ball court. That machine had carbide cutters. They never chipped. Stump grinders also use carbide and often come into contact with rocks. These two examples have to use a tougher grade of carbide.
This site has a lot of carbide information... https://www.federalcarbide.com/modes...ear_parts.html
In conventional turning, the chip thickness is constant (because the feed is constant). In milling, the chip thickness is variable (concordant or discordant), however the cut is intermittent. In LFV machining, the chip thickness is also variable, due to the empty cut in the tool advance and retraction. So, just choose a tenacious tool (as in milling) and there won't be so many problems with breaks.
Entire thread thought provoking. I recall a few instances where chip control was an issue, nobody likes birdnests. Usually, considerable increase in feed rate alters it better than RPM. It's still easier generating HSS bit that works, because they cut material, compared to 'pushing' material off as per carbide.
Yes indeed, and a good HSS bit puts a lot less stress on both the part and the machine. As with everything there are pros and cons for both.Quote:
Originally Posted by Toolmaker51
{kind=link}
{kind=link}