 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks
Hi all,
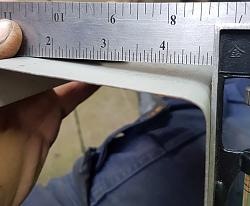
I've built a small press brake to use in my hydraulic shop press but for some reason it will not bend to 90 degrees. Can anyone tell me what I have done wrong. Here are some photos of it. V is 30mm wide and rod is 16mm diameter.
Thankyou


Hi all,
I've built a small press brake to use in my hydraulic shop press but for some reason it will not bend to 90 degrees. Can anyone tell me what I have done wrong. Here are some photos of it. V is 30mm wide and rod is 16mm diameter.
Thankyou
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions







 Reply With Quote
Reply With Quote
Bookmarks