
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks

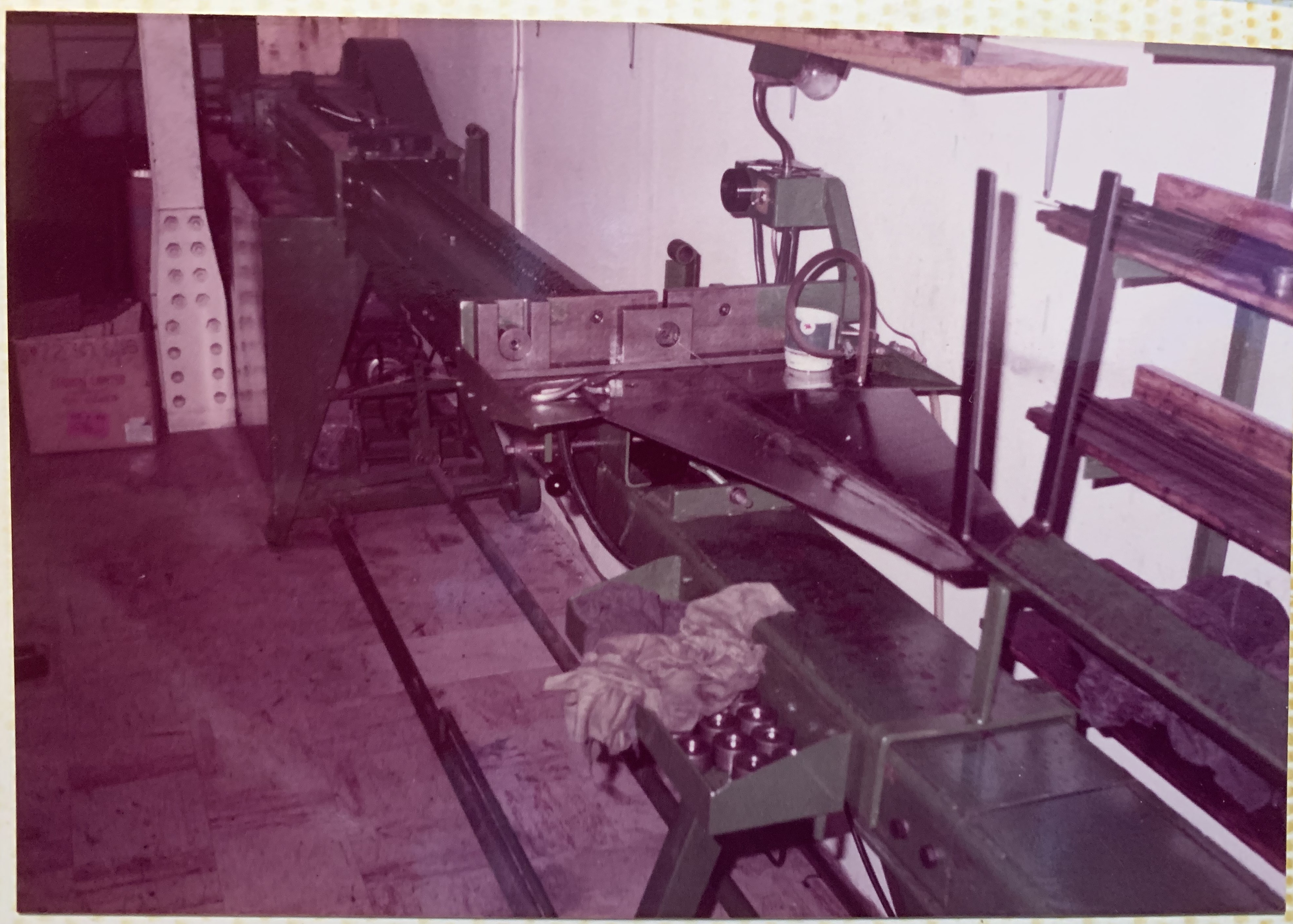
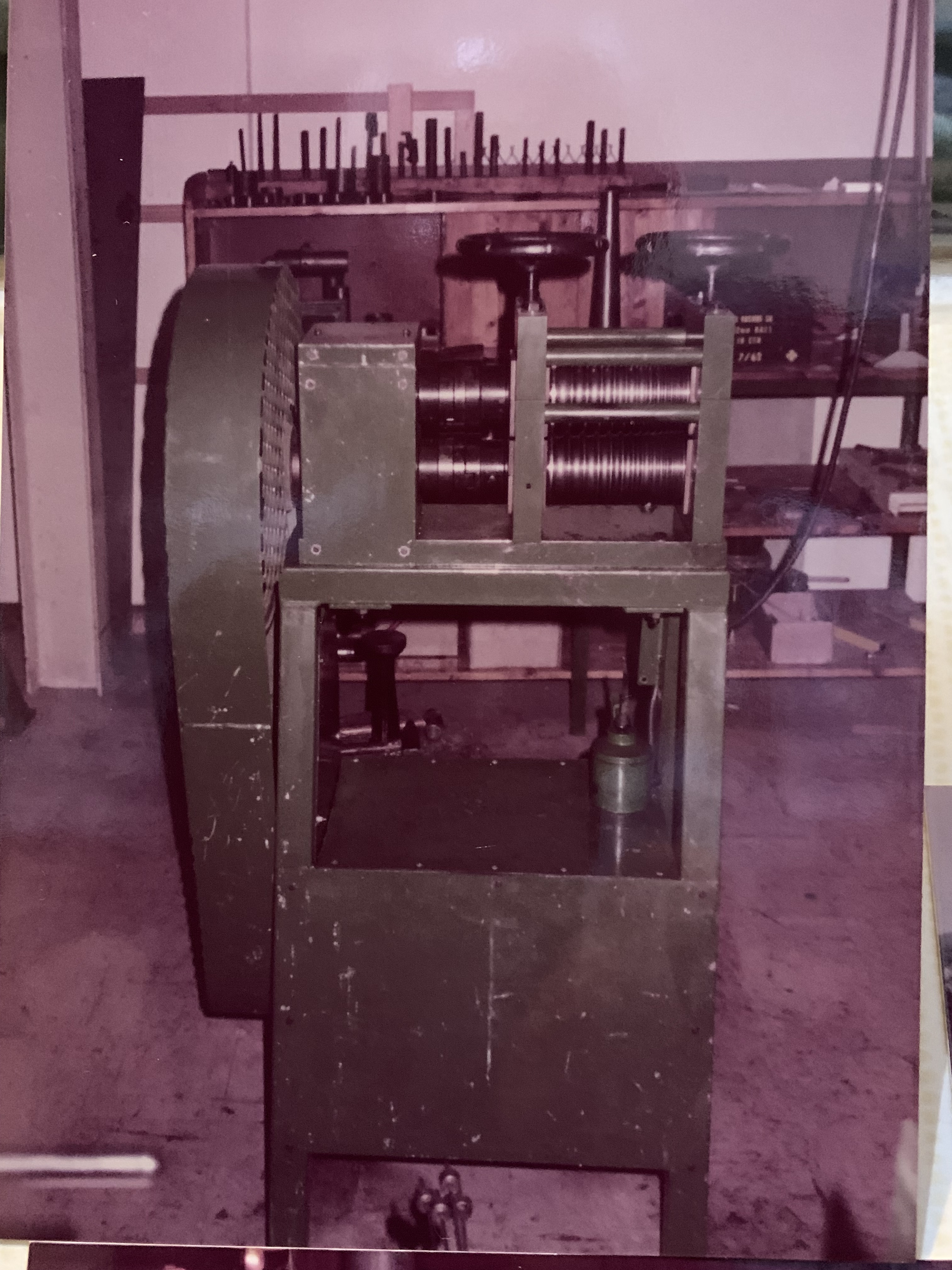
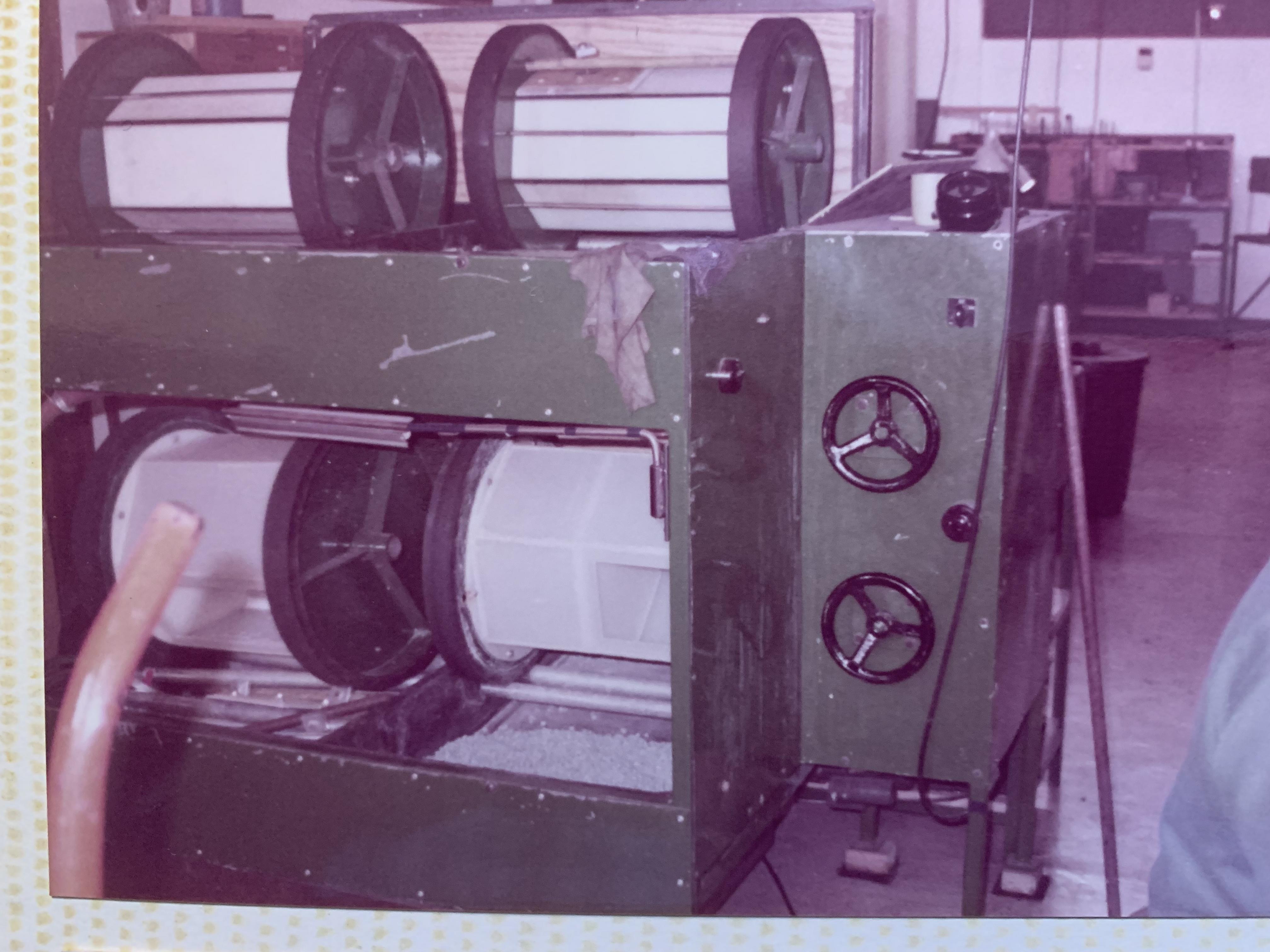
I used the same system but on a very much smaller scale to draw down seamless gold and silver tubing 45 years ago. The basic tube was first produced from a hollow bar casting, then reduced in outer diameter by passing it through a rolling mill with a steel rod in the middle, multiple times with occasional annealing in between.
The largest size was 8mm and smallest size was 1.2mm diameter with wall thickness of .2mm.
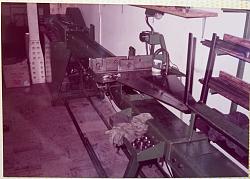
I've scratched through old photo albums and found some photos of a series of machines I built in 1978 for making seamless tubing to start my first jewellery manufacturing business partnership. Photos taken in 1980.
If you look closely on the photo of long machine, you can see a wire mandrel going into the carbide die. These were anchored at the opposite end and the gold tube slipped over it, to be drawn through the die. The die controlled the OD and the mandrel the inside dimension. The clearance between the die and mandrel was always less than the wall thickness of tube to be pulled through, thus elongating the tube and reducing the wall thickness to required size.
All the forming dies were polished tungsten carbide, so the finished tube needed very little polishing thereafter.





 Reply With Quote
Reply With Quote

Bookmarks