 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksThis is how I spend my weekends.. I am such a nerd..


 by skunkworks - This is how I spend my weekends.. I am such a nerd..
https://www.youtube.com/watch?v=c9tWtEG1Exc "Pin It")
This is how I spend my weekends.. I am such a nerd..

Definitely an interesting use of a boring tool. Care to share the code for generating the toolpath?
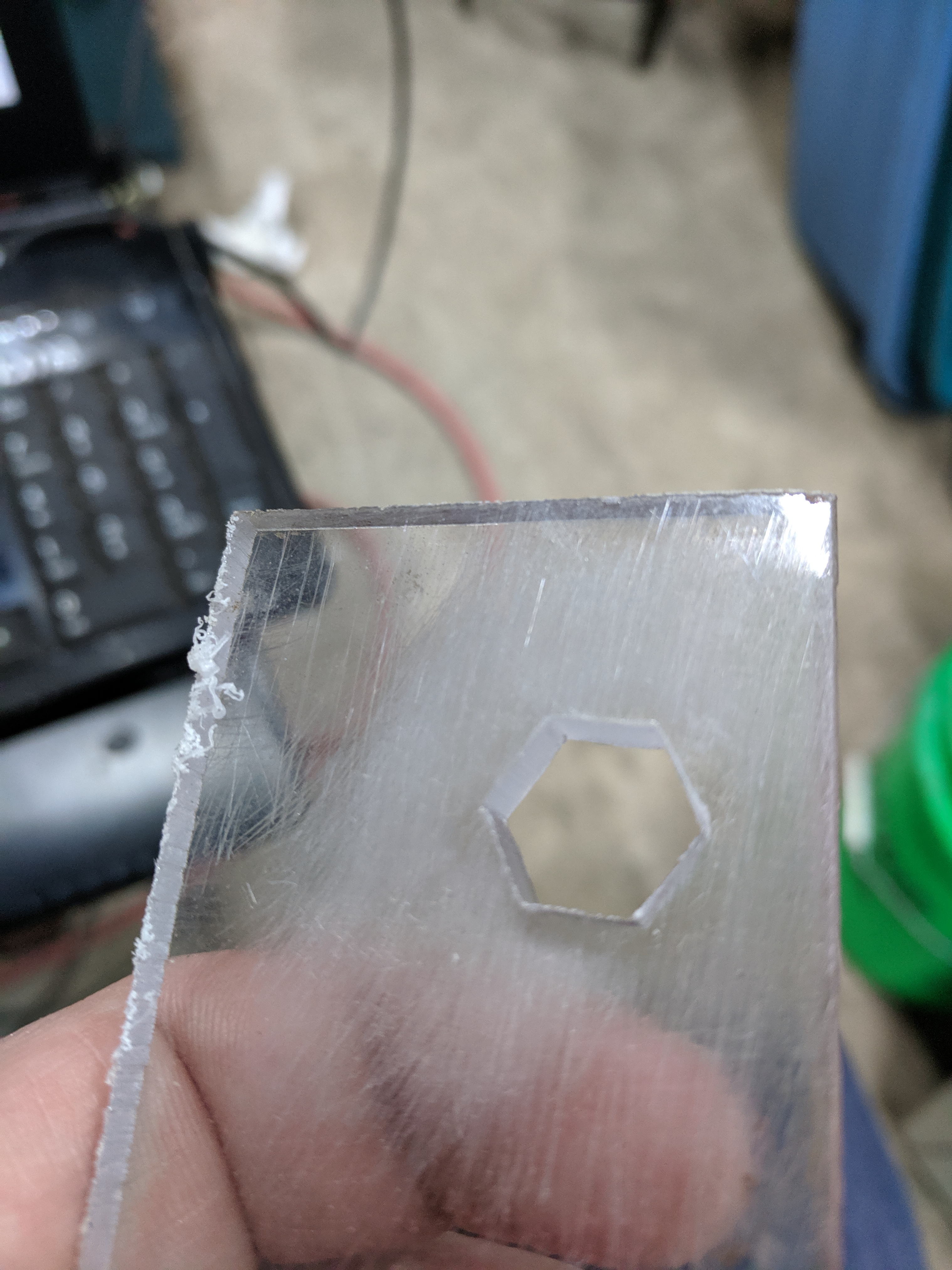
 by skunkworks - First couple tries in plastic. (painfully slow - just testing) (and the hole size should be way closer to the inscribed polygon diameter...)
https://youtu.be/X1ma_TsItMk
Originally Posted by dagrizz
Definitely an interesting use of a boring tool. Care to share the code for generating the toolpath?
This is the hal component for linuxcnc... WIP use at your own risk.
Co "Pin It")
First couple tries in plastic. (painfully slow - just testing) (and the hole size should be way closer to the inscribed polygon diameter...)
Originally Posted by dagrizz

This is the hal component for linuxcnc... WIP use at your own risk.
Code:// This is a component for Linuxcnc HAL // Copyright 2020 Sam Sokolik <samcoinc@gmail.com> // // This program is free software; you can redistribute it and/or modify // it under the terms of the GNU General Public License as published by // the Free Software Foundation; either version 2 of the License, or // (at your option) any later version. // // This program is distributed in the hope that it will be useful, // but WITHOUT ANY WARRANTY; without even the implied warranty of // MERCHANTABILITY or FITNESS FOR A PARTICULAR PURPOSE. See the // GNU General Public License for more details. // // You should have received a copy of the GNU General Public License // along with this program; if not, write to the Free Software // Foundation, Inc., 51 Franklin Street, Fifth Floor, Boston, MA 02110-1301 USA. component polygon "Create a spindle synced motion that carves a polygon using eoffset inputs. Assumes positive rotation."; pin in bit enable; pin in unsigned numsides=3 "Number of sides in the polygon"; pin in float inscribedradius=1 "inscribed radius of the polygon"; pin in float cutterdiam "cutter diameter"; pin in float eoffsetscale "scale that eoffset is set to."; pin in float toolang "angle difference between index and actual tool poition"; pin in float spindlepos "Spindle position scaled to 1 per rev"; pin out float spindlerad "Spindle postion in radians"; pin out float polyradius "radious of the polygon at given spindle position"; pin out float xoffset "x offset to send to offset componant"; pin out float yoffset "y offset to send to the offset componant"; pin out signed xeoffset "x eoffset output"; pin out signed yeoffset "y eoffset output"; pin out bit isindex "set index enable only once"; pin io bit indexenable "hooked to index enable of encoder"; function _; license "GPL"; ;; #include <rtapi_math.h> #define PI 3.14159265358979323846 float spinang; float scale; float spinangoffset; if (!enable) { xoffset=0; yoffset=0; xeoffset=0; yeoffset=0; isindex = false; return; } // only set index enable once if (enable && !isindex) { isindex = true; indexenable = true; return; } // wait for spindle index before actually enabling if (enable && isindex && indexenable){ return; } //convert spinangoffset to ratio.. for adding to spindle pos - plus a couple rotations //so the spindle position isn't negative spinangoffset = (toolang/360)+2; //formual I found is for circumscribed - convert to inscribed - makes more sense. scale=inscribedradius/cos(PI/numsides); spinang = ((spindlepos + spinangoffset) - (int)(spindlepos + spinangoffset))*2*PI; polyradius = (cos(PI/numsides)/cos((fmod(spinang, (2*PI/numsides))-PI/numsides)))*scale-cutterdiam/2; //actual offsets applied - could be used for offset componant. xoffset = cos(spinang)*polyradius * -1; yoffset = sin(spinang)*polyradius; //counts for use with eoffset functionality xeoffset = xoffset / eoffsetscale; yeoffset = yoffset / eoffsetscale; spindlerad = spinang;
Last edited by skunkworks; Mar 10, 2020 at 09:12 PM.
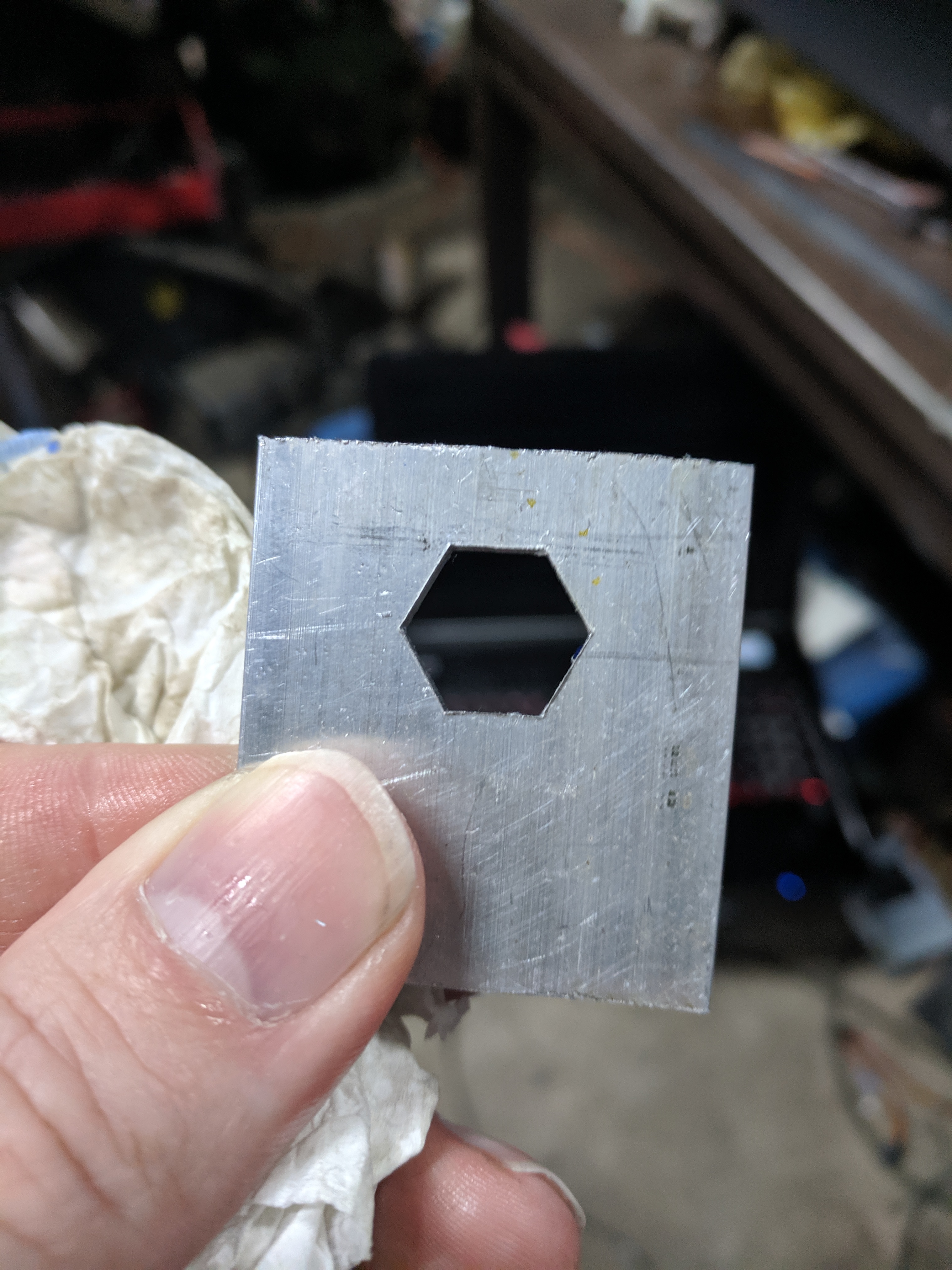
 by skunkworks - now in aluminum!! "Pin It")
now in aluminum!!

OK, that is COOL
: - )
Charles Waugh
www.charleswaugh.com
"Any tool is just a kit, to be modified as needed for the job at hand"

Helps to have a CNC mill.
 by skunkworks - That is only part of it....
Originally Posted by Ralphxyz
Helps to have a CNC mill. "Pin It")
That is only part of it....

I have two questions;
1. Is the cutting mainly done by the XY table movement and the tool rotation is principally to present the tool at the required rake angle to the line of movement at each location on the path?
2. I am not familiar with Linux nor LinuxCNC, but I notice that you use a HAL file for the control. Is that because LinuxCNC does not use Gcode (I thought it did) or does a HAL file have advantages over Gcode?
I have been thinking of making a rotary broach but this is a much better approach for general work because you do not need a new broach for each size and shape of hole. A small and large boring bar is all you need for any size and shape. Now I'll have to write some Gcode, although a search of the net might turn up a wheel already invented by another.
Nice work BTW.
PS. I just realised that I'll have to add a rotary encoder to my spindle before I can follow your example. I have been meaning to do that for a while now, this is just the motivation needed.
 by skunkworks - Originally Posted by tonyfoale
I have two questions;
1. Is the cutting mainly done by the XY table movement and the tool rotation is principally to present the tool at the required rake angle to the line of movement at each location on the path?
Kind of - it would be impossible to keep the tool at the correct rake angle unless the tool had no thickness. Even then. The code just keeps the tool perpendicular t "Pin It")
Kind of - it would be impossible to keep the tool at the correct rake angle unless the tool had no thickness. Even then. The code just keeps the tool perpendicular to the center of the polygon. It works surprisingly well it seems (even if the tool isn't exactly at the right angle compared to the material.) So - half the time it is negative-ish and half the time it is positve-ish
The Hal component is what does the realtime stuff to do the motion. This can be controlled by gcode. The code is run 1000 times a second and reads the spindle position and calculates where x/y need to be. There are a bunch of parameters that you set (number of sides, cutter diameter, polygon radius and so on) I will get my gcode example to show you. The next step would be to do what is called a gcode re-map. So you could make it more user friendly. (one line of gcode maybe sets and enables the component)
thanks!
Yes I realised what was going on there, I did not know the timing of course. You cutting feeds and speeds are quite low, is that because of limitations of your mill or the software or was it to make a watchable video?
That would be great. It would save reinventing that wheel.
Getting back to the HAL file. Am I right it assuming that is what drives LinuxCNC and you use a Gcode to HAL converter to be able to use Gcode from a CAM programme or hand written.
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions



 Reply With Quote
Reply With Quote
Bookmarks