-
14 Attachment(s)
Parallel ring mandrel
Hi All
This again may not be of interest to all.
I have been working on the Trunk Guides for my 3" Foden steam wagon which is a reasonably complex casting to machine and hold. So to aid this process, I used a parallel ring mandrel which is perfect for this application as an expanding mandrel wouldn't work as the casting has a blind bore.
The first step as with most castings is to establish that every thing is going to fit so marking out and creating some datums.
In the case of the trunk guides I machined a datum diameter which also enabled the casting to be chucked in the 3 jaw chuck so the 1" diameter bore could be machined to size.
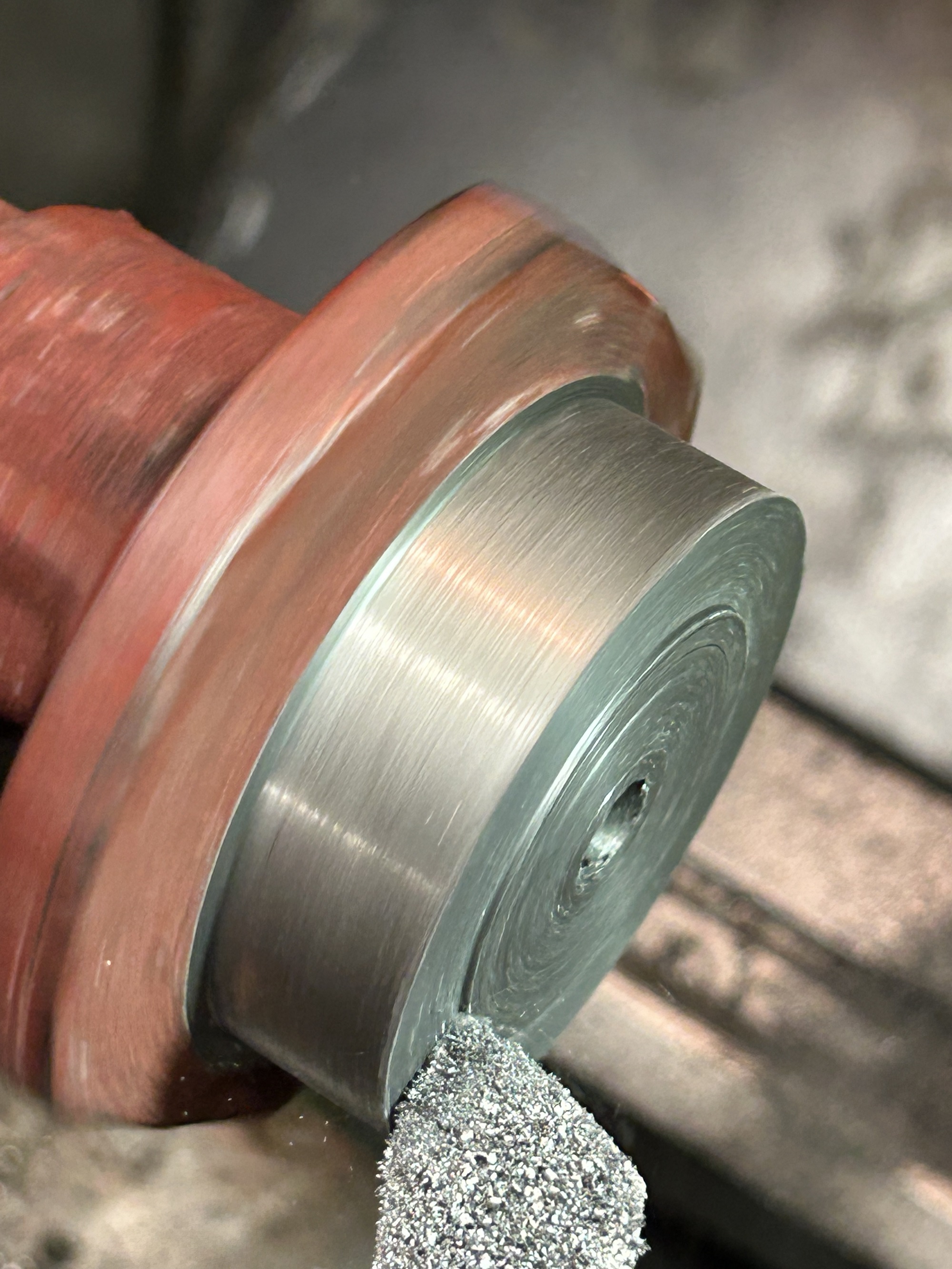
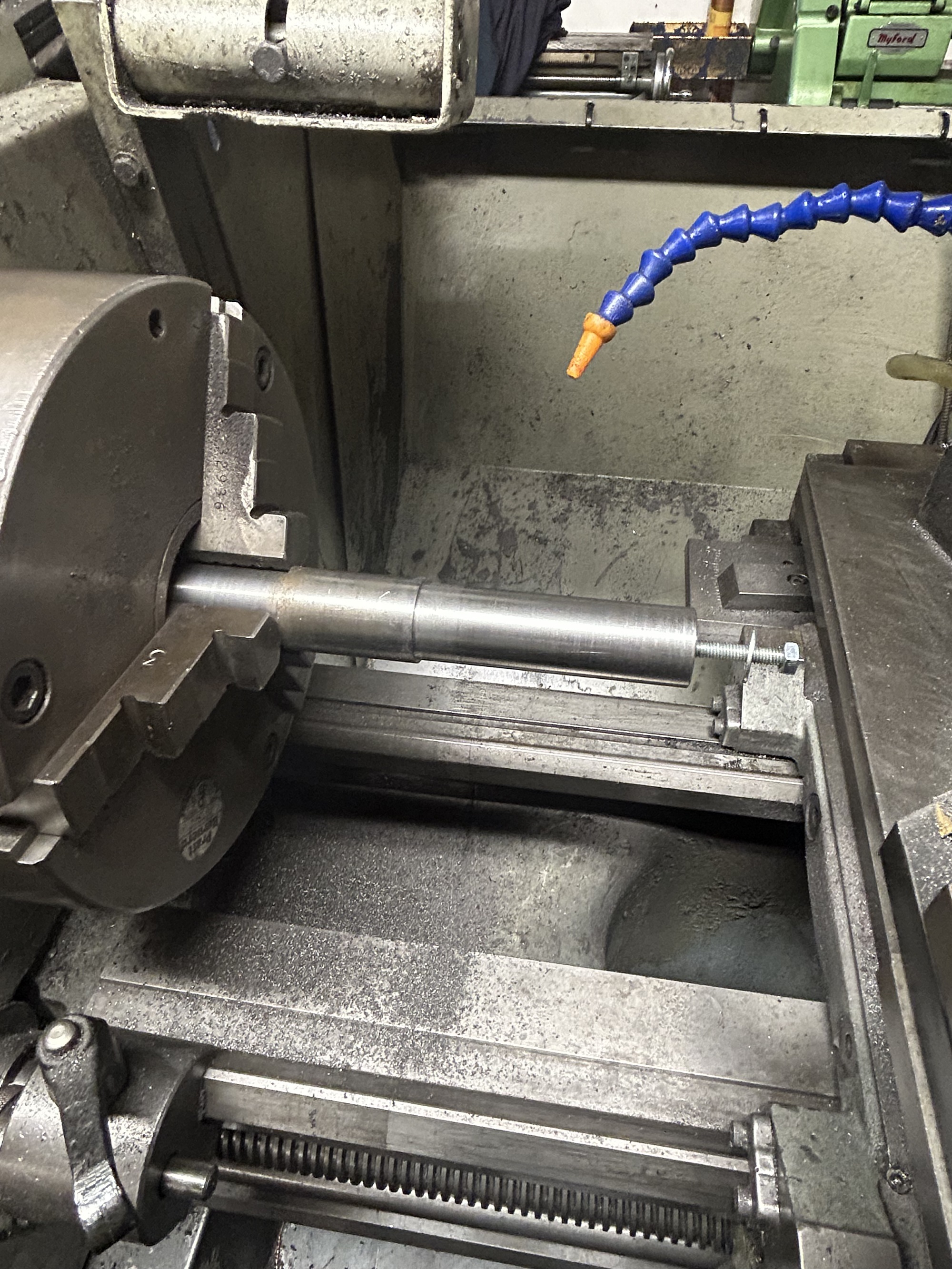
A piece of steel was then machined to an accurate slide fit to the 1" bores and a 1 degree taper, is then machined at the end to lock the casting in place.
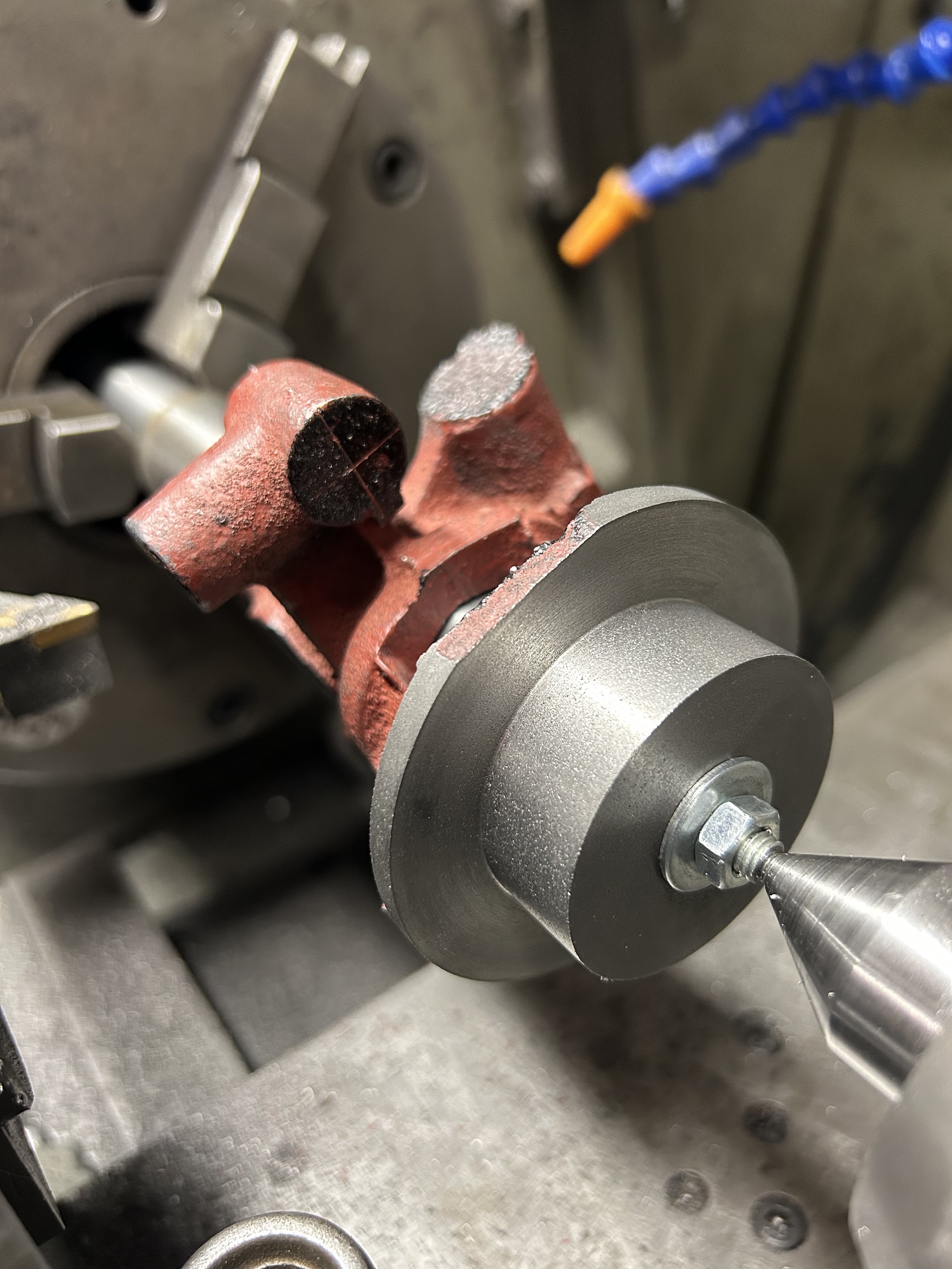
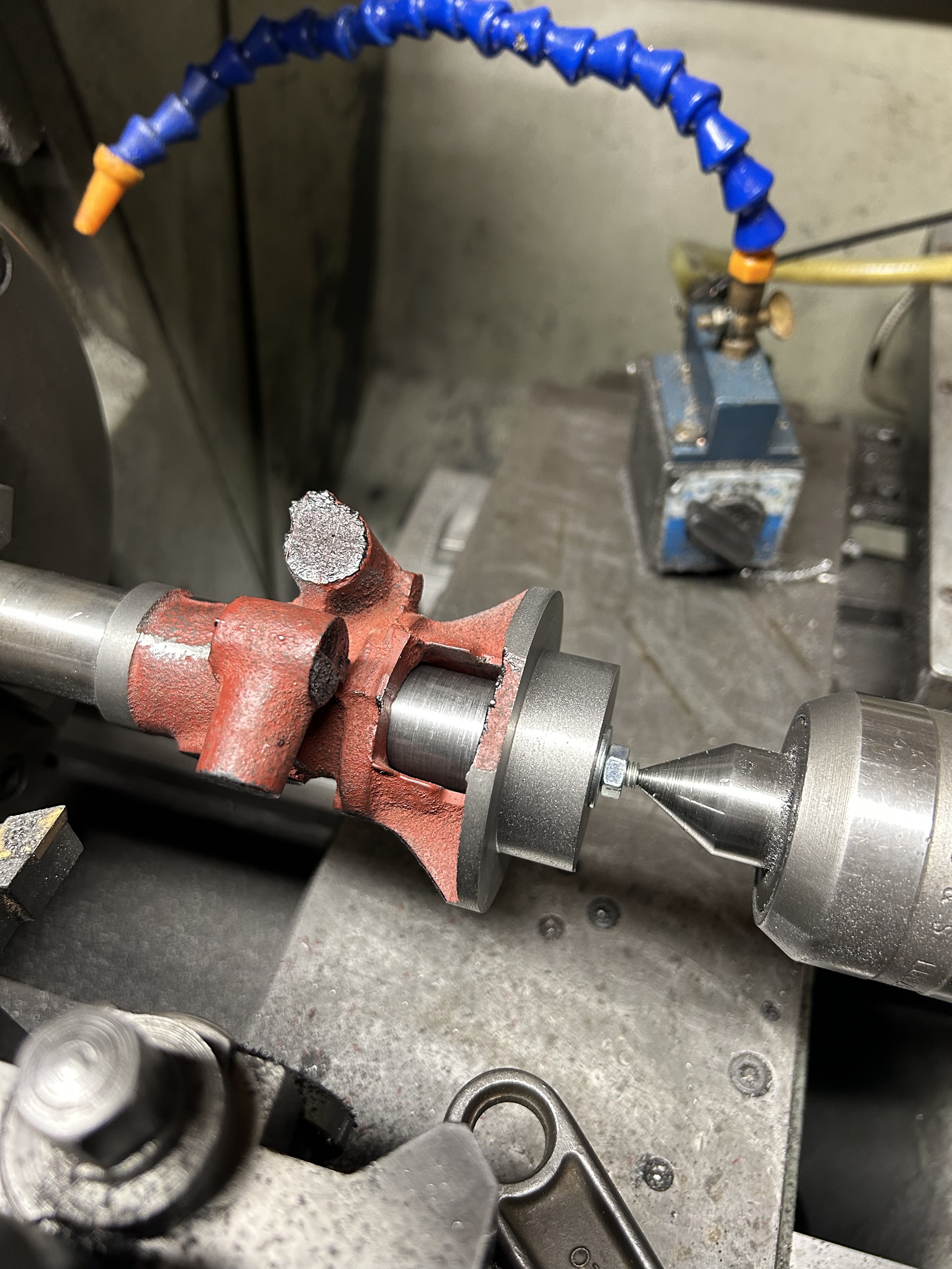
The casting is lightly taped on to the mandrel and the machining of the casting can then be completed.
The photos and video will hopefully aid this explanation.
https://youtu.be/4GUducHNPc8
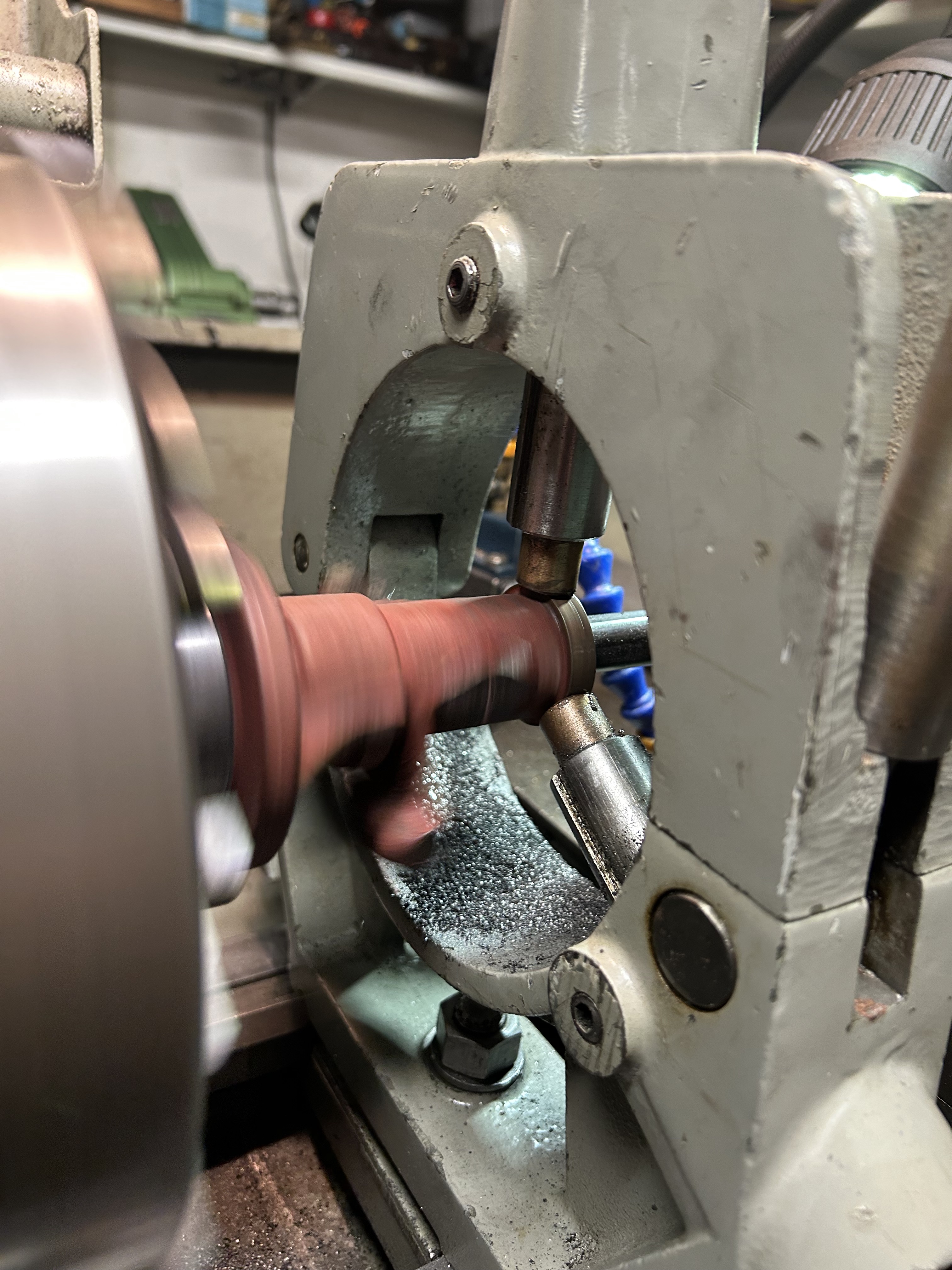
Attachment 45226Attachment 45235Boring casting with the aid of a fixed steady for extra support
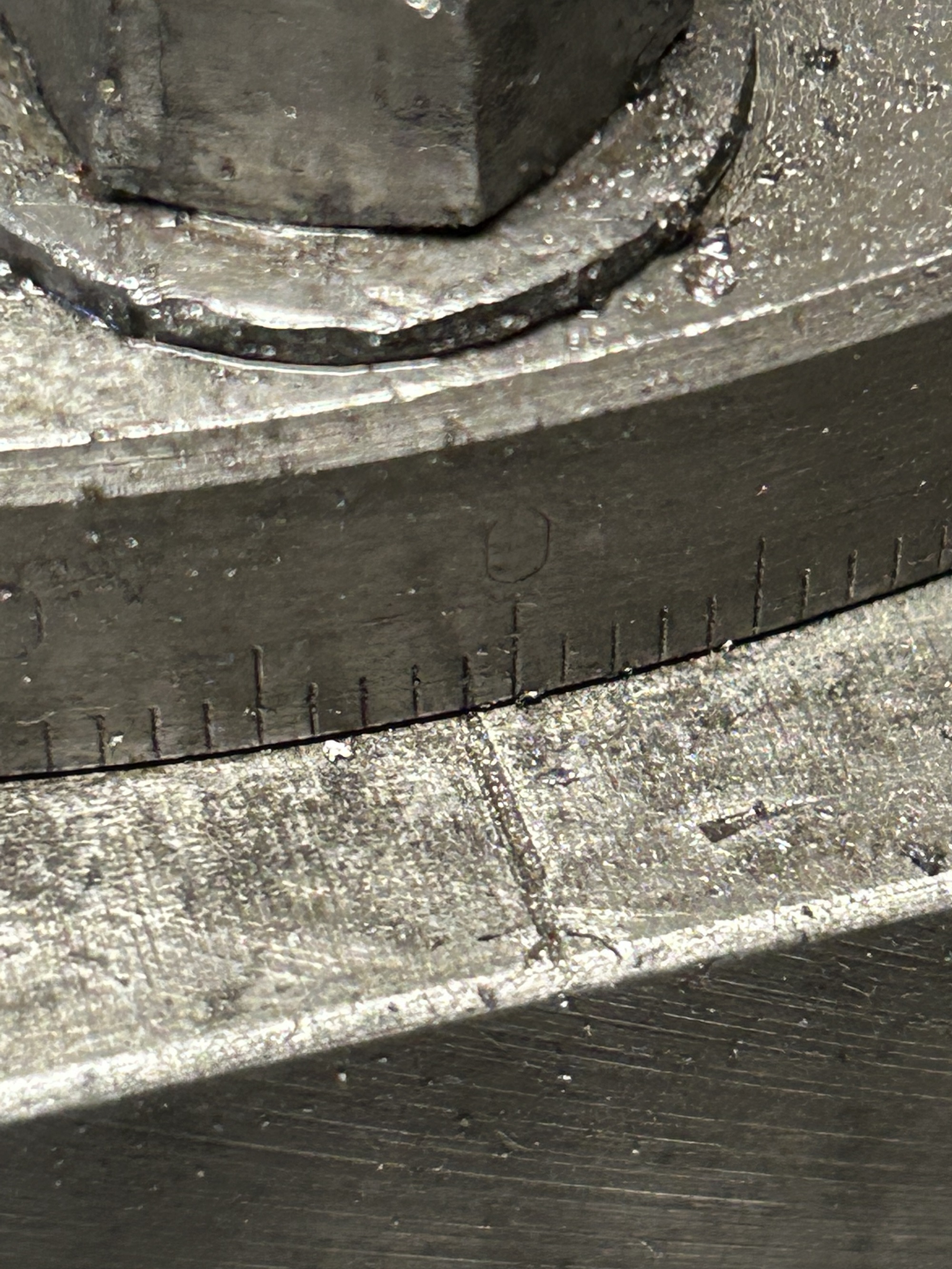
Attachment 45227Compound slide set to 1 degree
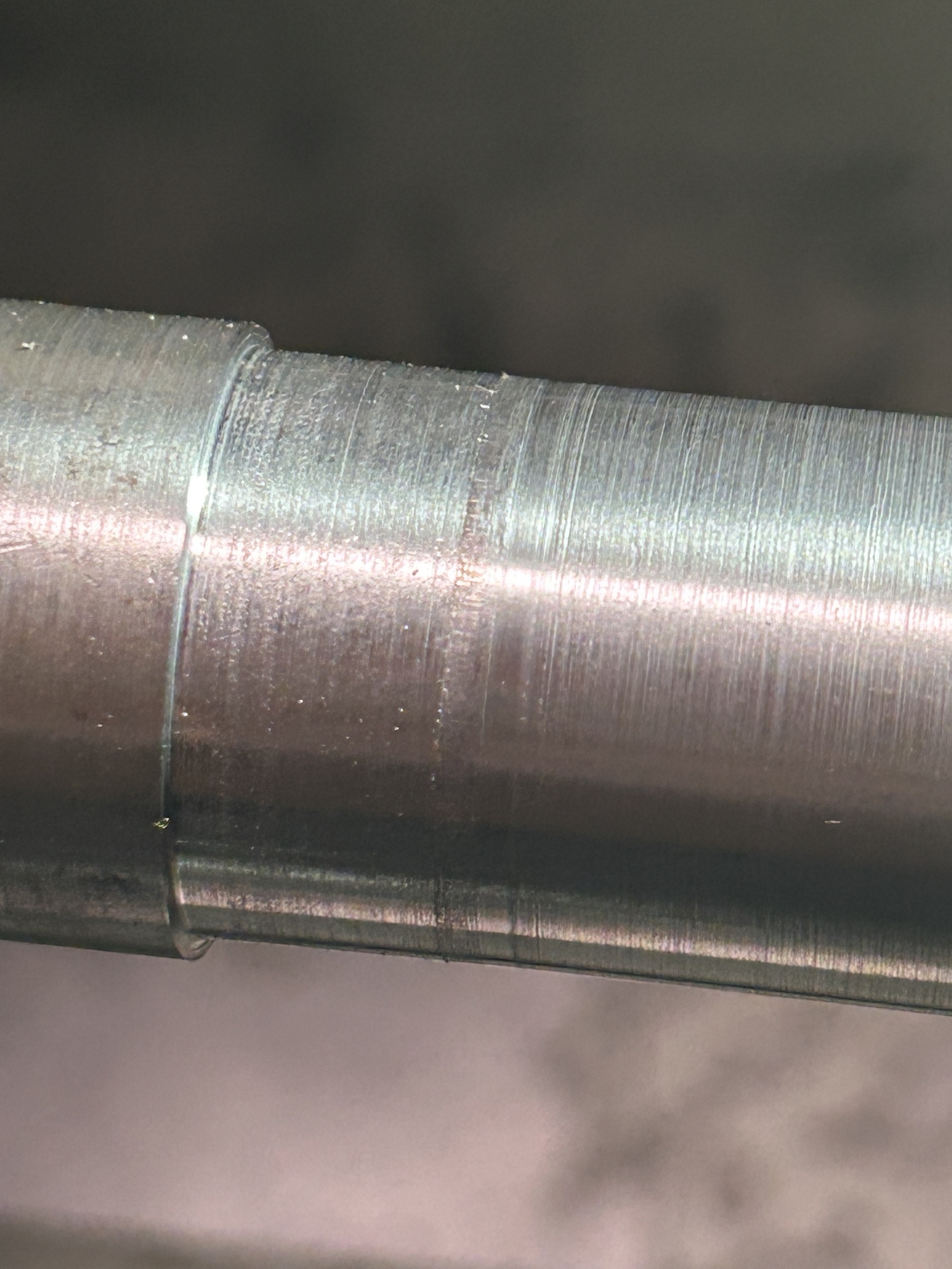
Attachment 45236Attachment 45228Taper at the end of the 1" diameter
Attachment 45229Ready to accept casting
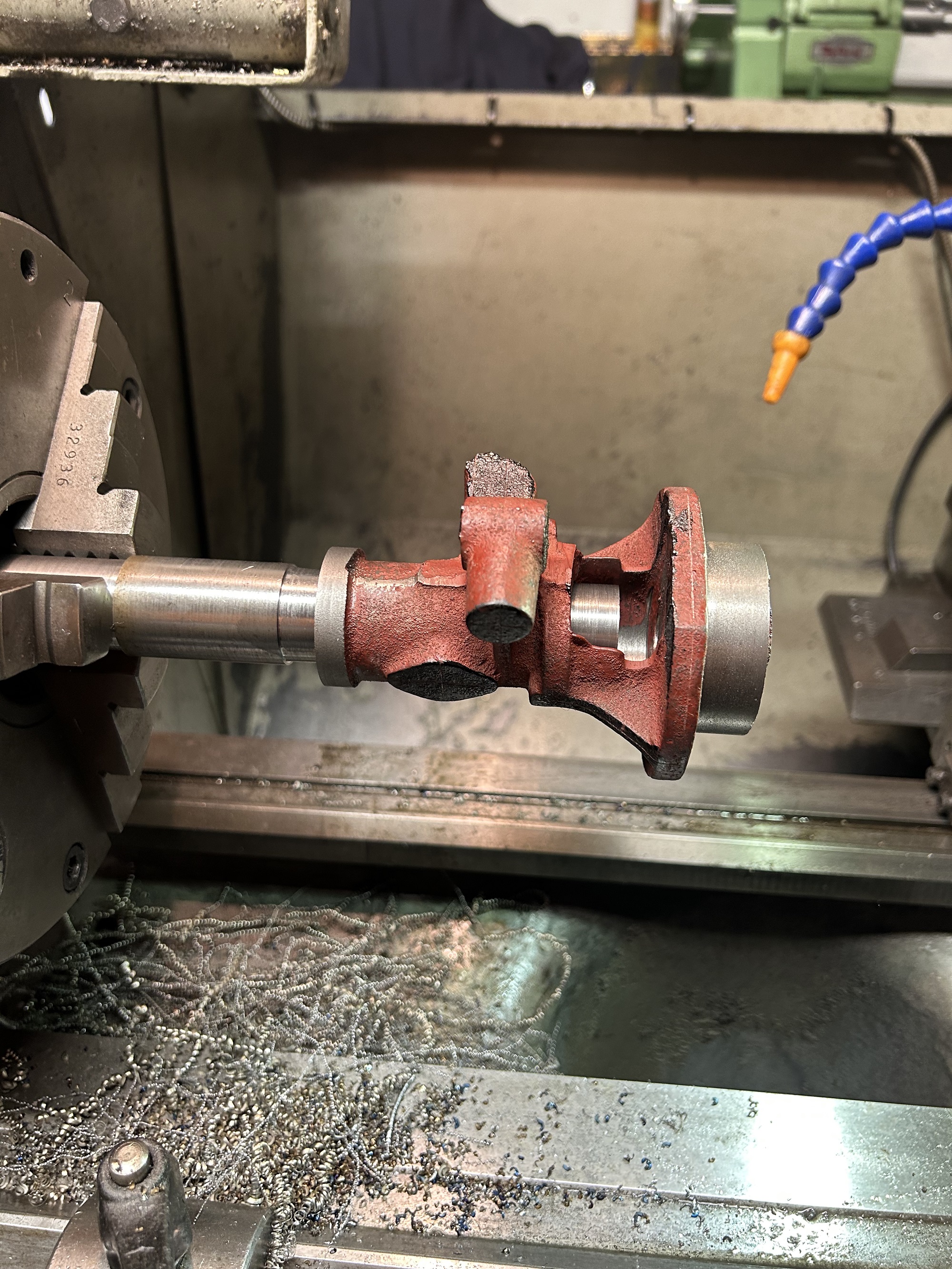
Attachment 45230Casting on mandrel
Attachment 45231Attachment 45232Facing end of casting
Attachment 45233Measuring overall length
Attachment 45234Reaming
Attachment 45239Attachment 45238Attachment 45237
Once the casting was faced to length, the mandrel taper was machined off and a stud fitted to complete turning
I hope this was of interest and thank you for viewing
The Home Engineer
-
Great! Ver instructive, thank you.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}