
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks
 by skunkworks - The speeds are dictated by how much acceleration/speed the machine has. If I run the spindle a lot faster faster - the polygon will not look like a polygon...
Hal is linuxcnc's hardware abstration layer. It is sort of the interface between linuxcnc and the outside world. It allows you to create virtual circuits and logic to do as you please.
Originally Posted by tonyfoale
Yes I realis "Pin It")
The speeds are dictated by how much acceleration/speed the machine has. If I run the spindle a lot faster faster - the polygon will not look like a polygon...
Hal is linuxcnc's hardware abstration layer. It is sort of the interface between linuxcnc and the outside world. It allows you to create virtual circuits and logic to do as you please.
Originally Posted by tonyfoale



 Reply With Quote
Reply With Quote by skunkworks - Hmmmm. "Pin It")
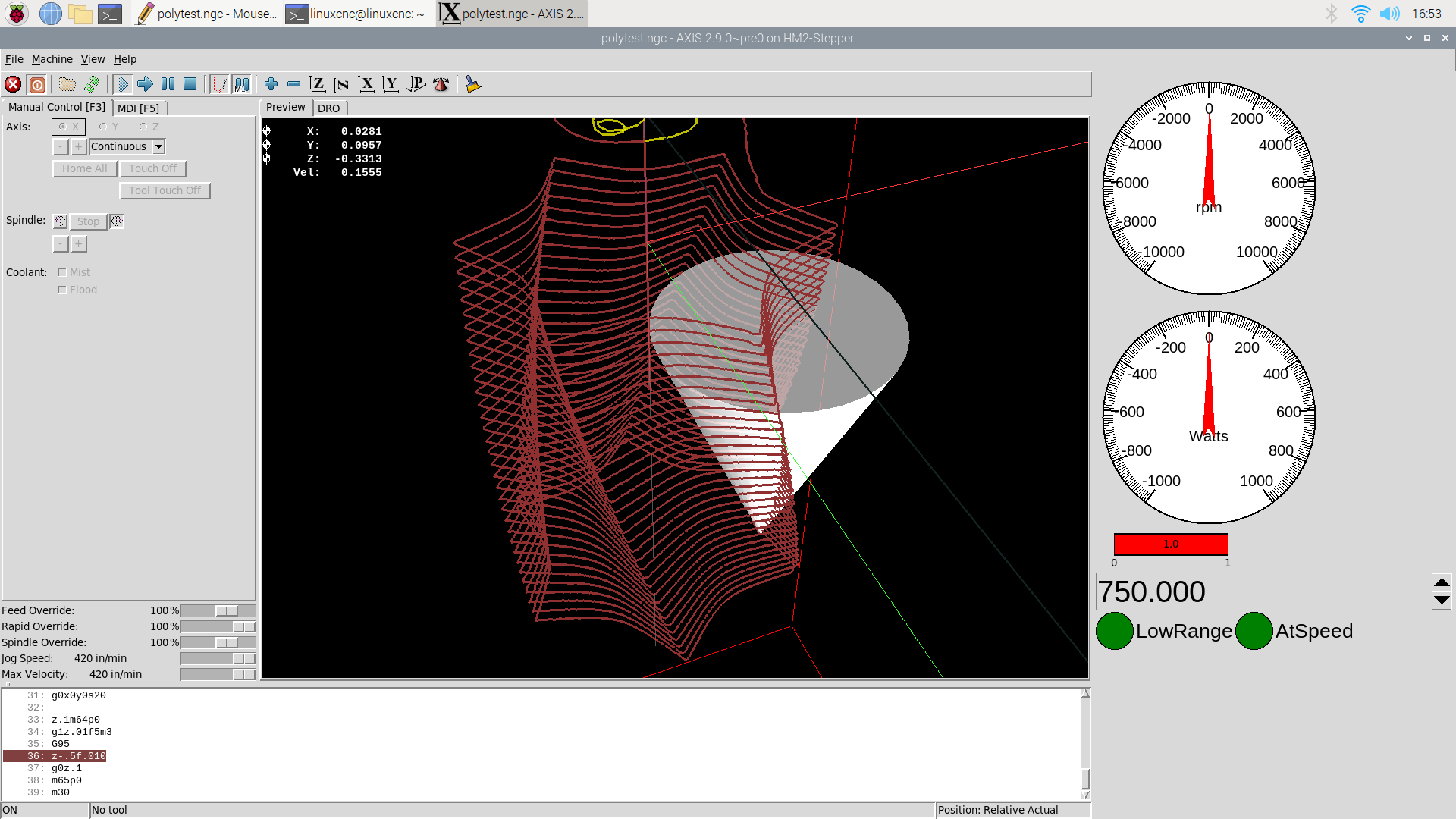

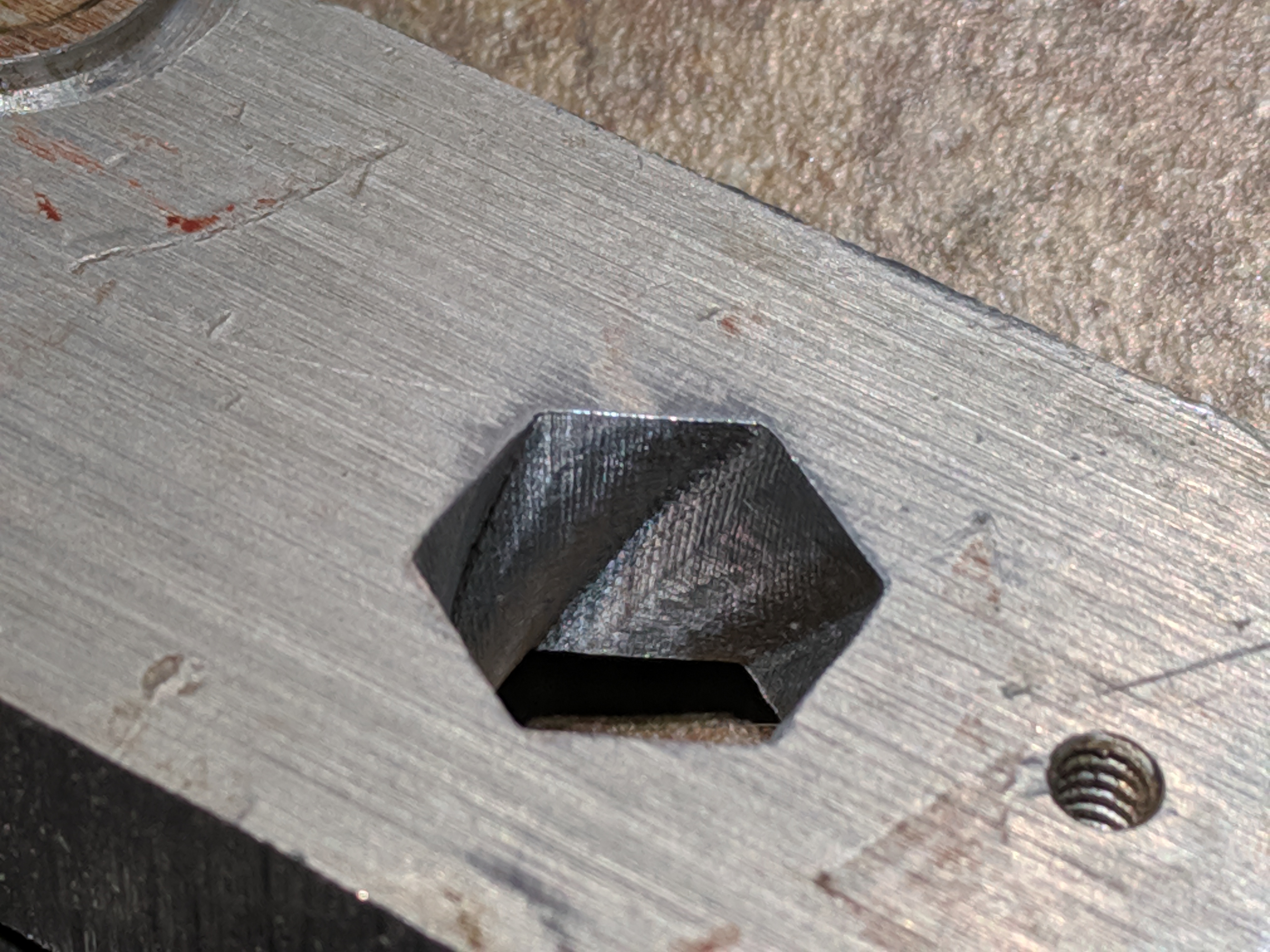
 by skunkworks - Vertical lines are the effect from the low spindle encoder resolution.. Above tool path cut in aluminum.. "Pin It")



 by skunkworks - I used a some gear tooth sensors and a gear for the encoder.. It is only around 38 teeth so 152 counts per rev.. (which was fine for most threading/rigid tapping) I just added twist functionality to the comp. You send it the Deg/Rev "Pin It")
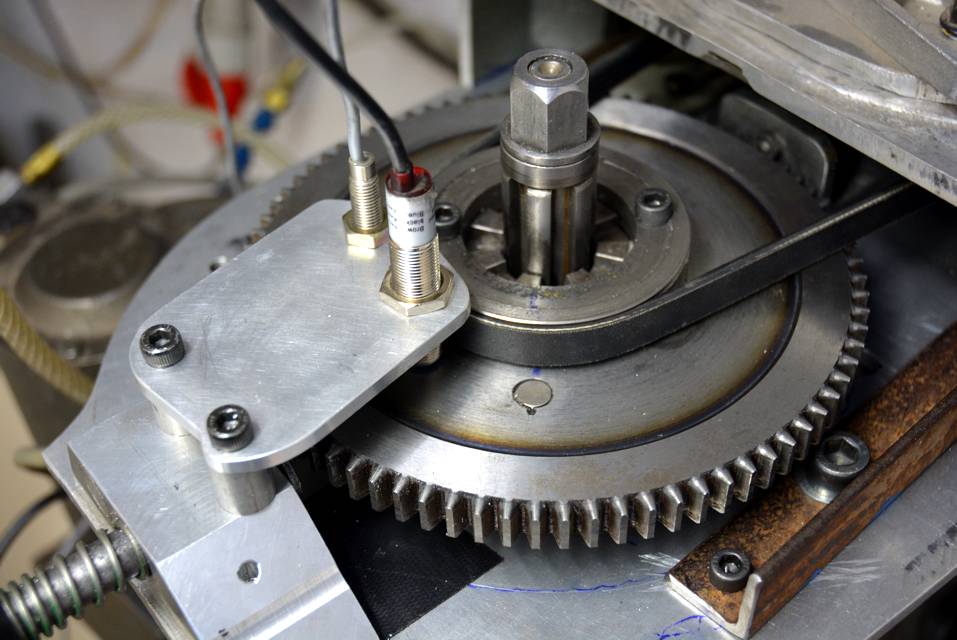

 by skunkworks - If I want the polygon to twist 60 deg in .5 inches (the photo) I send it 60/.5=120. Gear tooth sensor are not that expensive - Although I don't t now the availability in france.. \
I used allegro ATS667LSGTN-T
sam "Pin It")
 by skunkworks - Lathe mode...
https://www.youtube.com/watch?v=P0RP7s-rDsg "Pin It")
 by skunkworks - Now finally starting to upgrade the encoder.
https://youtu.be/VmWeXS6y-lg "Pin It")
 by skunkworks - Almost there...
https://youtu.be/sXU0e2dmtwU "Pin It")


Bookmarks