
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


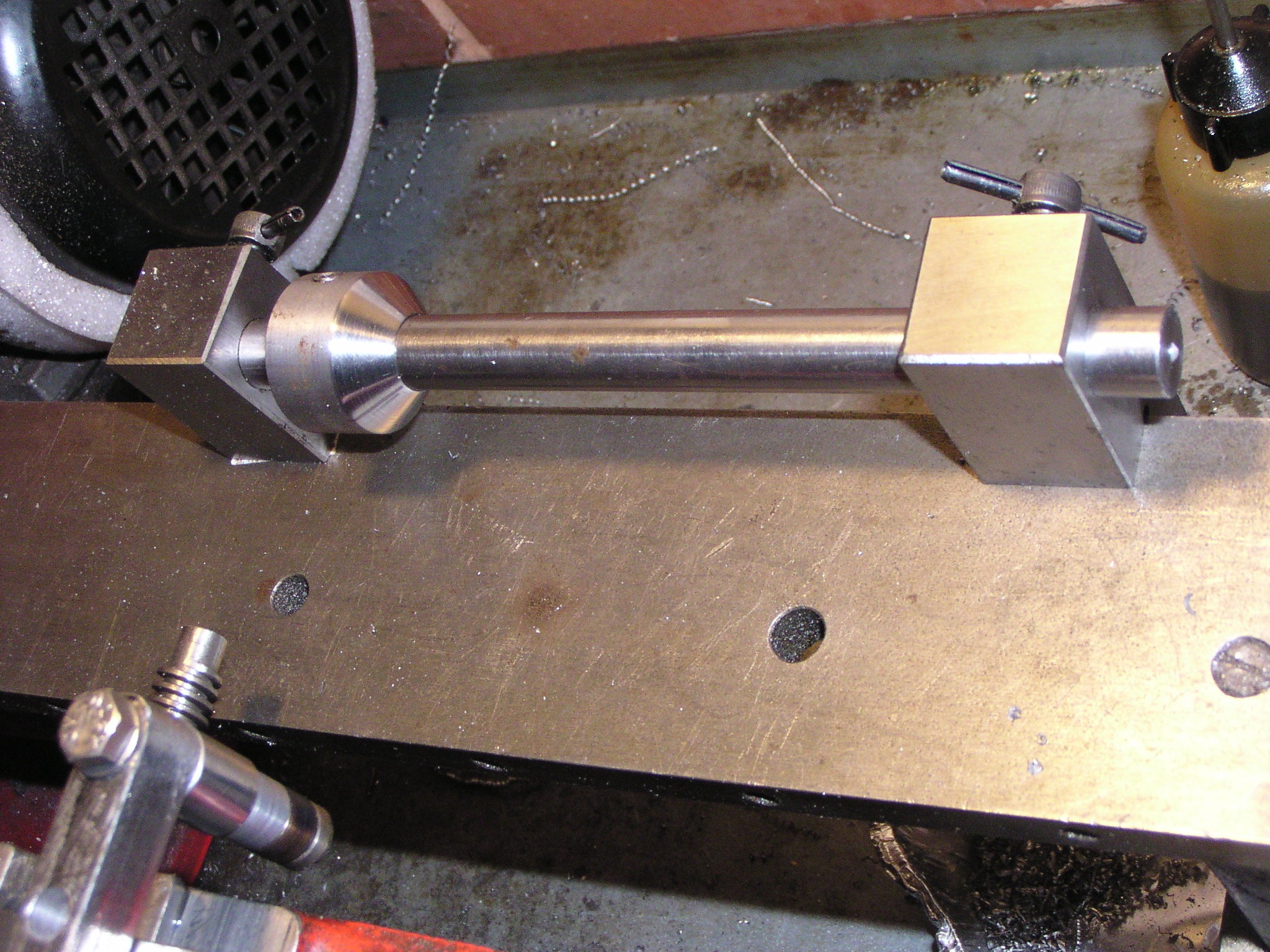
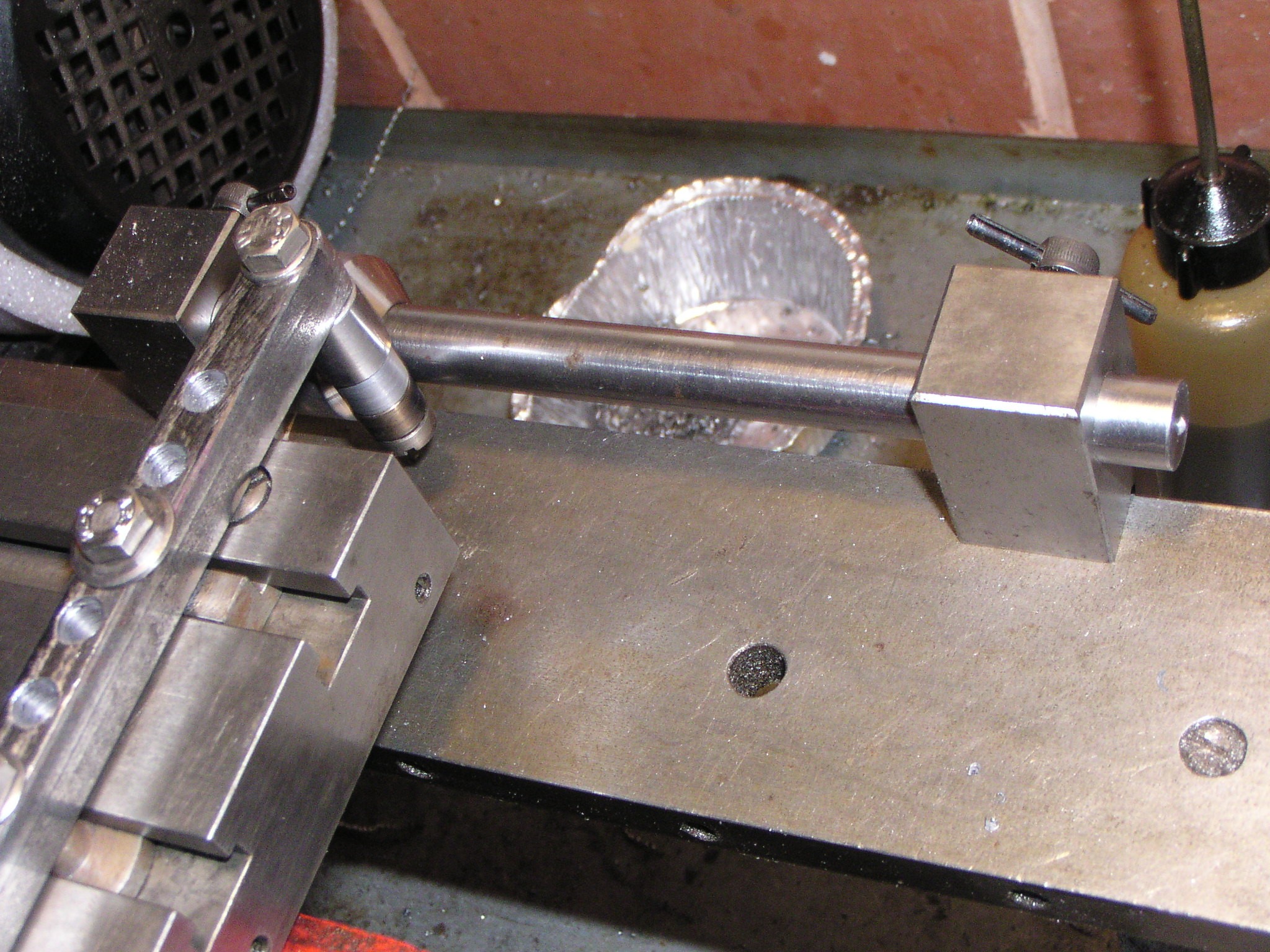
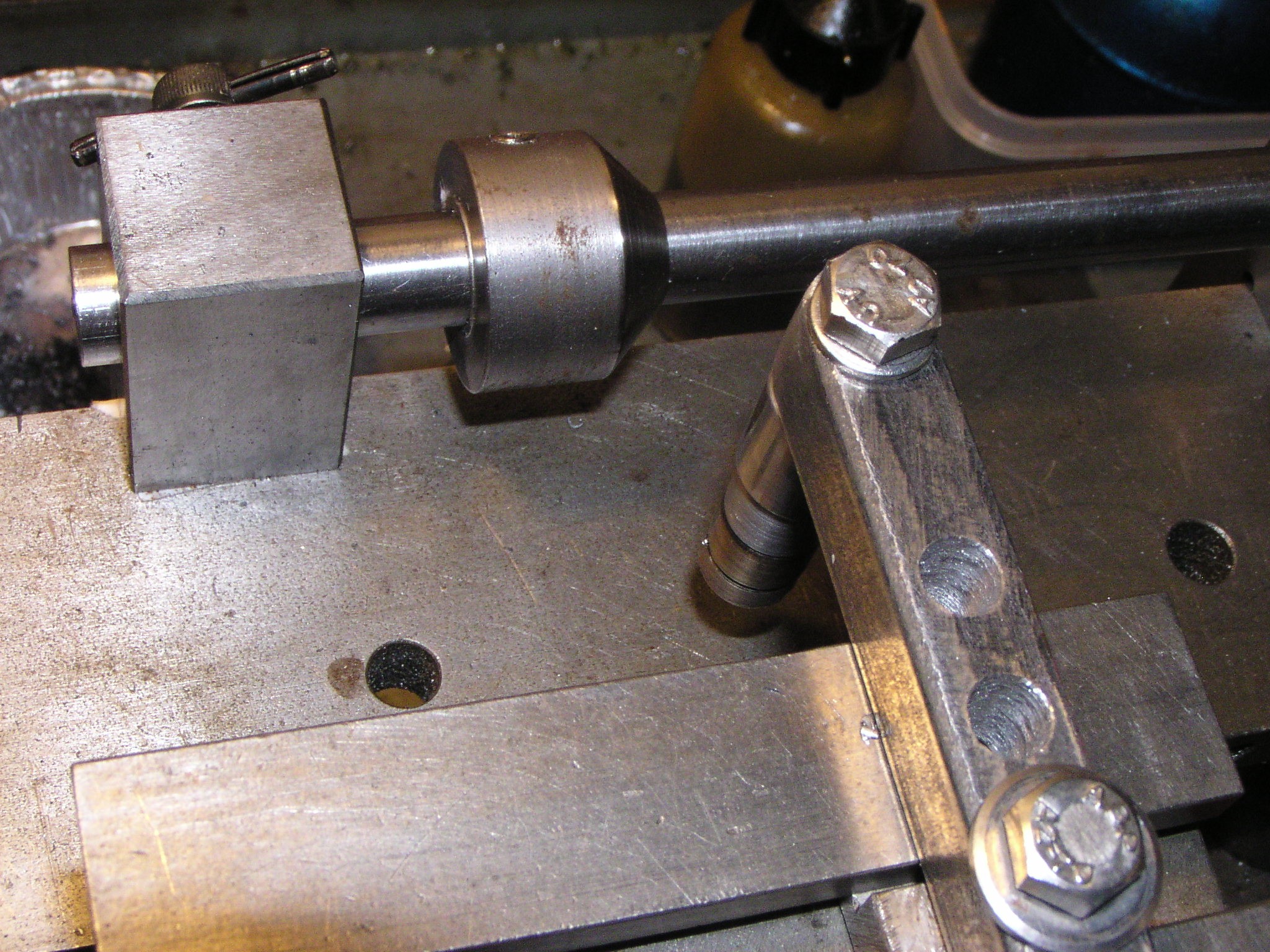
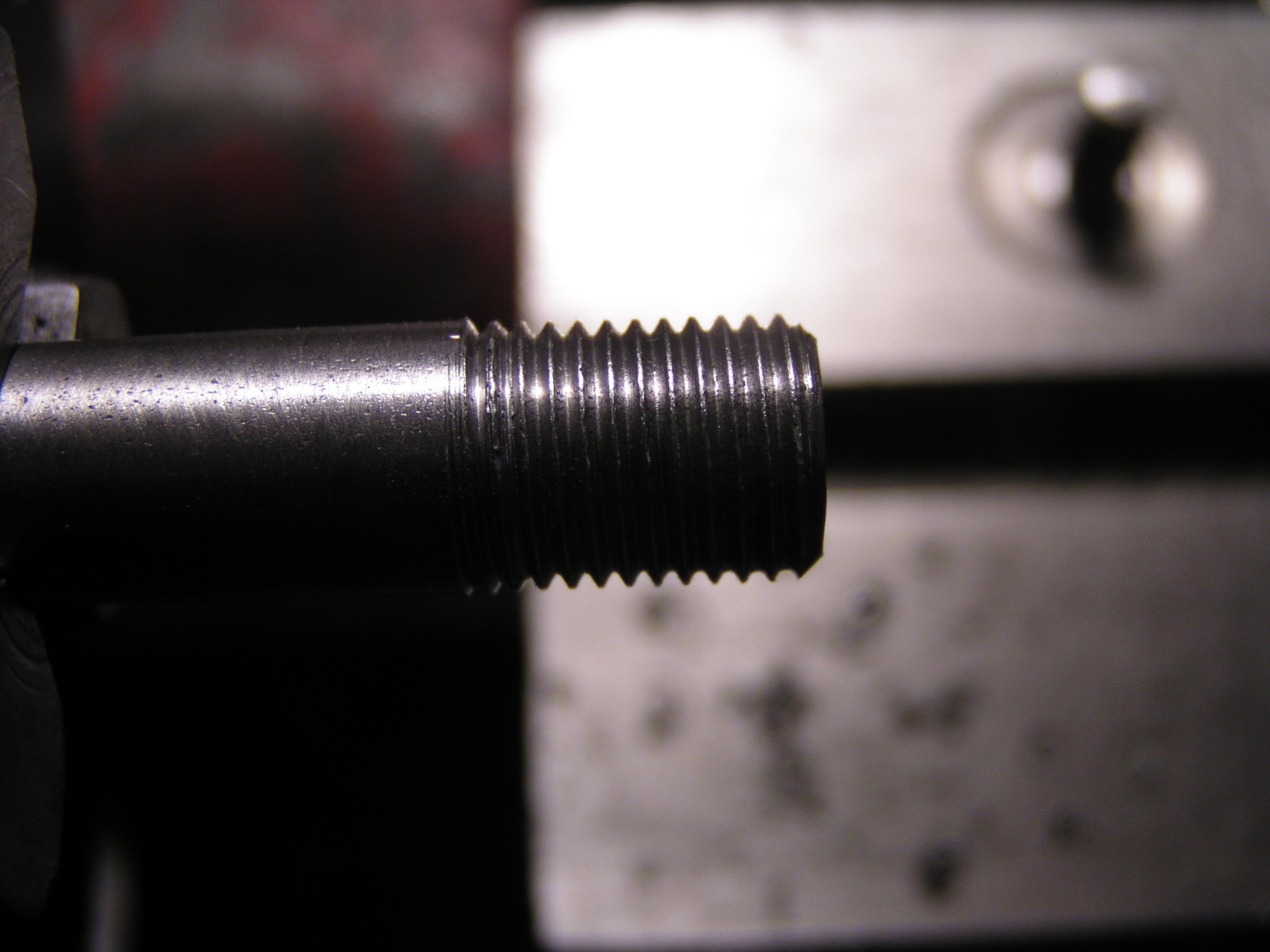
Needing to make new frame to engine studs for my latest motorcycle build (it came with all thread) it is important to me that the threads only go through the fastening and not the parts being fastened. This involves accurate run out when screw cutting without an undercut. I have got pretty good at manual manipulation of the controls over the years but that means threading at much slower speeds than are ideal. To speed things up and to be able to single point thread at at least 350 rpm with no undercut I needed some help so came up with this idea which gives plenty of time to drop the half nuts. I already had a plate along the rear of the bed originally for copy turning from templates, this plate clocks true in both axis to the bed and has two precision ground riser blocks to take a ½ inch round bar or plate templates (It mostly gets used for a DTI) mag base. So with a ground bar and a simple 45 deg collar I have a way for the tool to retract the at the right moment, the slide is disconnected from the feed screw and retracts by the needle roller follower meeting the collar. At the moment thumb pressure on the cross slide is used and works well enough for me and is very fast to use, I have a means for spring pressure or air ram to be used but so far not needed. Depth of cut is by the flank method from the top slide. Obviously when threading to a shoulder I have to resort to the traditional method. I can imagine some chuckles from the CNC guys but this cost me nothing to make.



 Reply With Quote
Reply With Quote












Bookmarks