
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


I created this small depth gage to replace my work-around solution using a 5/64” Allen wrench and small tap wrench as a way to measure the depth in very small holes. Below is photo of how I preformed the depth measurements with this work-around solution before making the permanent new tool from 303 stainless steel left-over parts.
This new tool posting shows a permanently-made depth gage and includes the plans. I still used a 5/64” Allen wrench as the depth probe because it is made from hardened steel, has a beveled-end for a single point of contact, and consistently works very well.
The PDF file to the tool plans:
Plans for Small Depth Gage.pdf
The parts for the depth gage were made from left-overs from other knurled parts. I keep the left-overs of short knurled pieces just in case I may need to use these for other tools. In this case I used the top two pieces in the photo below for making the depth gage.
The first part made from the left-overs knurled parts was the depth gage locking screw.
Sometimes I pre-drill a through-hole into some of the left-over knurled parts before parting-off the wasted knurled-end. With this technique I can always easily re-chuck the left-over part into a collet and then drill and tap a new threaded hole into the knurled-part when needed. However, in this case the previously drilled #36 drilled through-hole for anticipating tapping a 6-23 screw thread was left as-is.
The clean hole accommodates a cleanly machined minor diameter to a 6-32 stainless steel all-thread rod (i.e., I machined and removed threads from a section of the all-thread rod). I used Loctite 680 to attach the reduced all-thread diameter to the knurled part through-hole. I then finished the machining along the outer top-side by blending the two joined parts. The finished part doesn't even show where the two parts were joined together.
Next, I used a 5C collet square holder to hold the short-end of another left-over knurled remnant for drilling and taping a 6-32 thread at 90 degrees to the major axis of the remnant to accommodate the locking screw The side locking screw was tested and it worked.
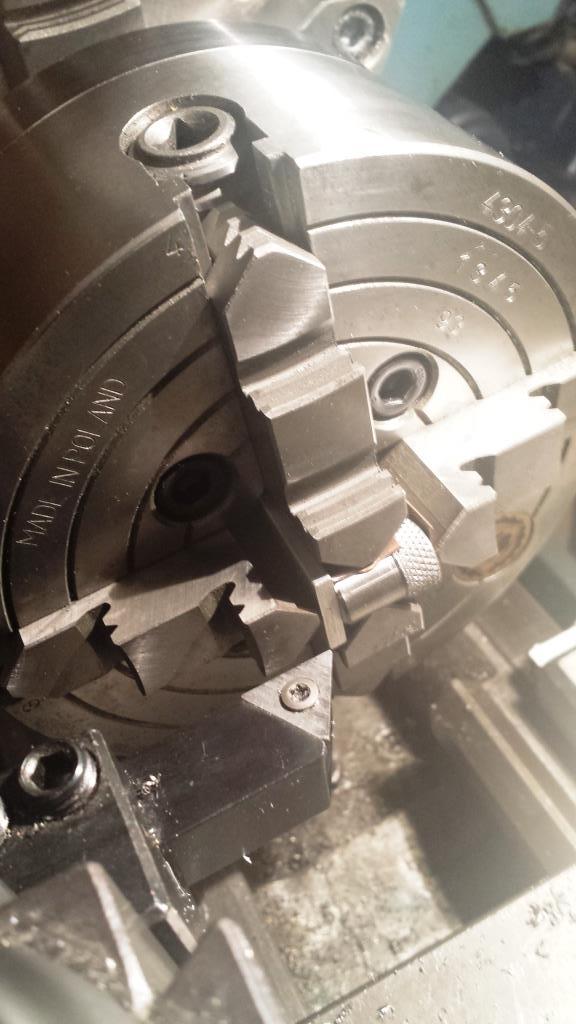
The final step was to machine one flat-side on the depth gage to allow measuring a groove closer to a shoulder. The easiest way to hold and then remove 0.110” side material from the depth gage body was to use a 4-jaw chuck in the lathe. Rather than removing the heavier 6-jaw chuck, it was easier to chuck an even smaller 4-jaw chuck into the 6-jaw chuck and use it for this secondary operation. The depth gage part was protected with thick copper shims made from flattened-copper pipe and other shims made from 1/8" X 3/8" aluminum bar.
I had previously built a mandrel to the smaller 4-jaw chuck just for this type of secondary operations (see http://www.homemadetools.net/forum/c...4848#post80696 ). The lathe cutting tool insert is a T15 HSS insert from A R Warner with a positive cutting relief and produces far less cutting pressure on the part than my normally used carbide equivalent with a negative relief. This machining technique works well for cases when a small part is barely held securely into the lathe chuck.
Thank you for looking,
Paul Jones.











 Reply With Quote
Reply With Quote











Bookmarks