6 Attachment(s)
Small Lathe Extended Point Live Center
While turning a part in my small lathe the other day I found myself having to grind a tool bit in all kinds of configurations just to clear the live center, which I have had to do many times before, so I decided to make a small extended point live center and end that aggravation.
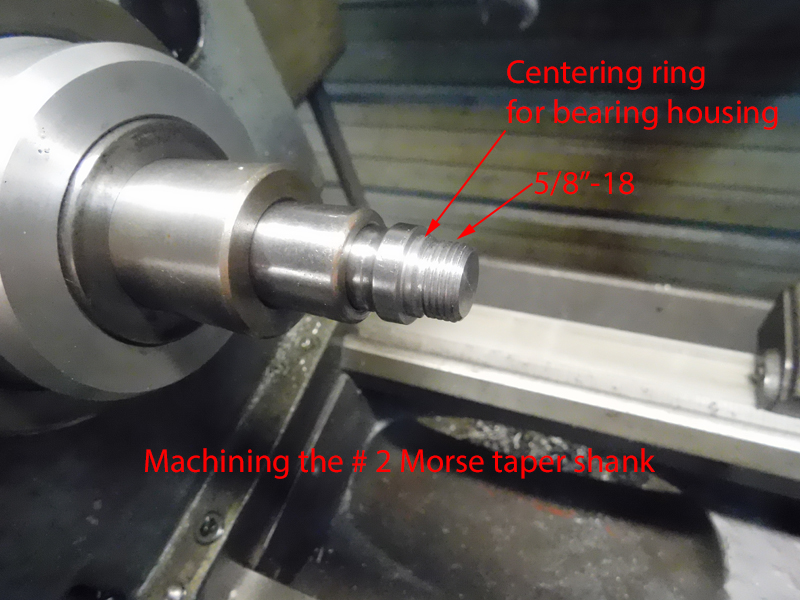
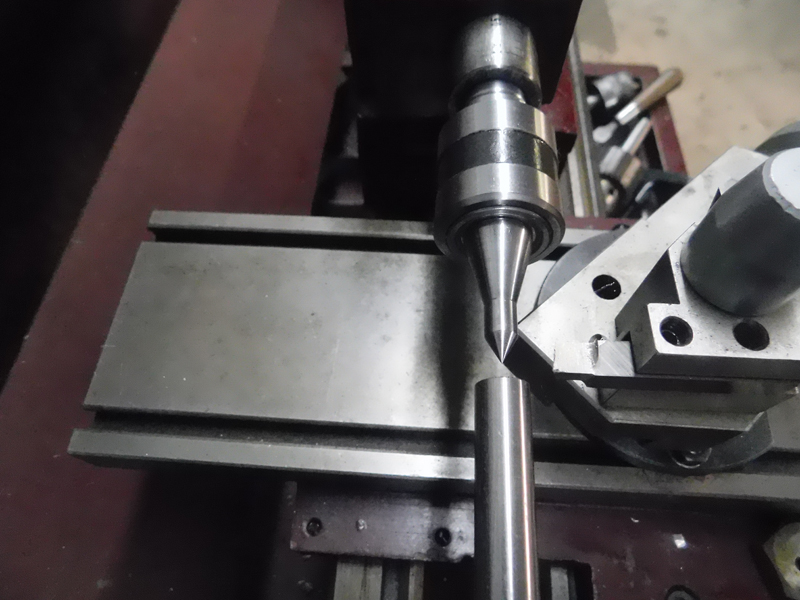
I had on hand a #2 Morse taper shank with a #3 Jacobs taper that went to an old drill chuck that had been discarded, I started out by installing the #2 shank in the spindle of the small lathe and machined a 5/8-18 thread and a 1/8wide by .660 diameter land on the Jacobs taper end for locating the bearing housing, I took a piece of 1.250 round 4140 pre-hard steel for making the bearing housing and machined the same threads and land in the housing as I did on the #2 shank, I used a couple drops of red loctite on the threads and screwed them together tightly and let cure, I installed the shank and housing back into the spindle of the machine and bored it for a light press fit to accept two 5200 double row angular contact bearings, I then machined an extended point center in one setting without turning it around from a piece of 5/8 round 4140 pre-hard steel, the very end of the 60° center point was then further hardened.
Below you will find a few photos of the machining process along with the assembled live center.
As always thanks for looking and happy machining
Doug
Attachment 25881 Attachment 25882 Attachment 25883
Attachment 25884 Attachment 25885 Attachment 25886

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}