
Originally Posted by
mklotz

Very clever, Rick. Thanks.
Just to add to this discussion, not meant as a criticism of your method, here's how I've done it before.
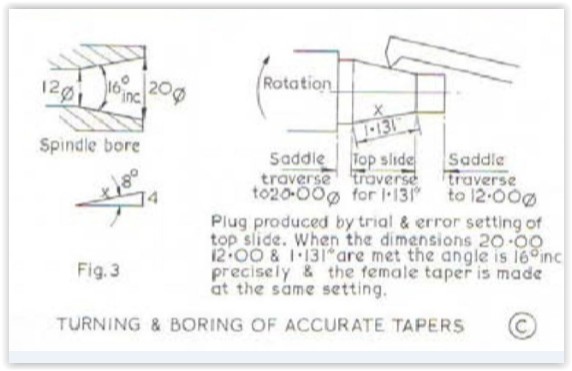
Set the compound to track the angle of the rear side of the male taper.
Now mount a boring bar and, lathe running in reverse, cut the (male) taper on the back side of the workpiece.
The lathe is already configured to cut the female taper conventionally.
If your lathe has a chuck that threads onto the spindle, you need to be careful making the male cut. Too deep a cut and the chuck can unscrew. I've machined tapers this way but kept the cut to only a few thousandths per pass.

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks




 Reply With Quote
Reply With Quote







Bookmarks