
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks

. This rod bears on the DI actuator which then s= "Pin It")
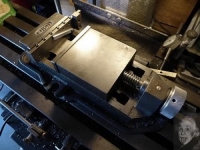
When I got my mill, I quickly realized that I wanted a better, more readable indication of the table position than was possible with the dials. This was in the days before reasonably priced DROs. My solution involved using the V-slot on the front of the table to which I attached a 2" DI. Attached to the mill base is a support for a movable rod (you can just see it on the lower left in the picture). This rod bears on the DI actuator which then shows the table position. Because the rod's left-to-right position is adjustable, the DI readout can be used for almost any position of the table.
By loosening a single bolt I can fold the movable rod assembly down to clear large workpieces clamped to the table. Despite this fold-down feature, I find the DI arrangement so convenient that mounting the mill vise in the ordinary, jaws parallel to T-slots position was not an option. Besides, mounted conventionally the vise would stick out too far into the narrow walkway between the mill and the car that is always housed in Garaj Mahal.
So I mounted the vise with its jaws perpendicular to the T-slots. This has some good points. The force of heavy milling cuts is taken by the vise fixed jaw and the greater accessibility and visibility into the vise opening makes it easier to do setups. But, there are bad points. The vise handle cannot be turned through a full rotation. I solved this by adding a speeder ring to the vise screw. You can see the knurled aluminum ring just above the watermark in the first picture. A few quick rolls of the palm of my hand over the ring opens/closes the jaws to a position where a short arc on the vise crank handle can lock the object in the jaws.
The other problem this orientation of the vise causes is the inability to use conventional work stops. I don't want to tap into the vise body and there's no T-slot available at the sides of the vise. Since I work on mainly very small stuff and therefore seldom need the full vise opening (and have other devices when I do), I decided to build work stops that fit inside the vise jaws rather than sitting outside the work volume like conventional ones do.
The stops consist of lengths of 1/4" steel plate fitted with a stop that seats against the outboard edge of the vise fixed jaw. Various variants are added to this basic platform. The one shown in the vise in the first picture has an outboard work stop on the other end that lies outside the jaws when they're fully closed. This allows me to clamp pieces thinner than the stop without using pushers. A row of tapped holes (protected from swarf intrusion by screws in the picture) provide places to attach various other stop fittings (although see the better solution in the second picture). Various threaded through holes in the stop body allow for positioning an aluminum bar (shown in photo) at various angles for angled cuts.
After using this stop for a time, I created a somewhat better version shown in the second photo. In this version the fixed outboard work stop has been replaced by a movable one. The row of threaded holes along the top of the stop has been replaced by a full width miniature T-slot and a repositionable stop.
Both of these stops have proved their worth in a myriad of setups over a period of nearly 50 years. In addition I've made numerous aluminum stops after this design and modified some of them to fit particular extra-tricky setups. Nevertheless, these two are the workhorses.




 Reply With Quote
Reply With Quote









Bookmarks