
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks

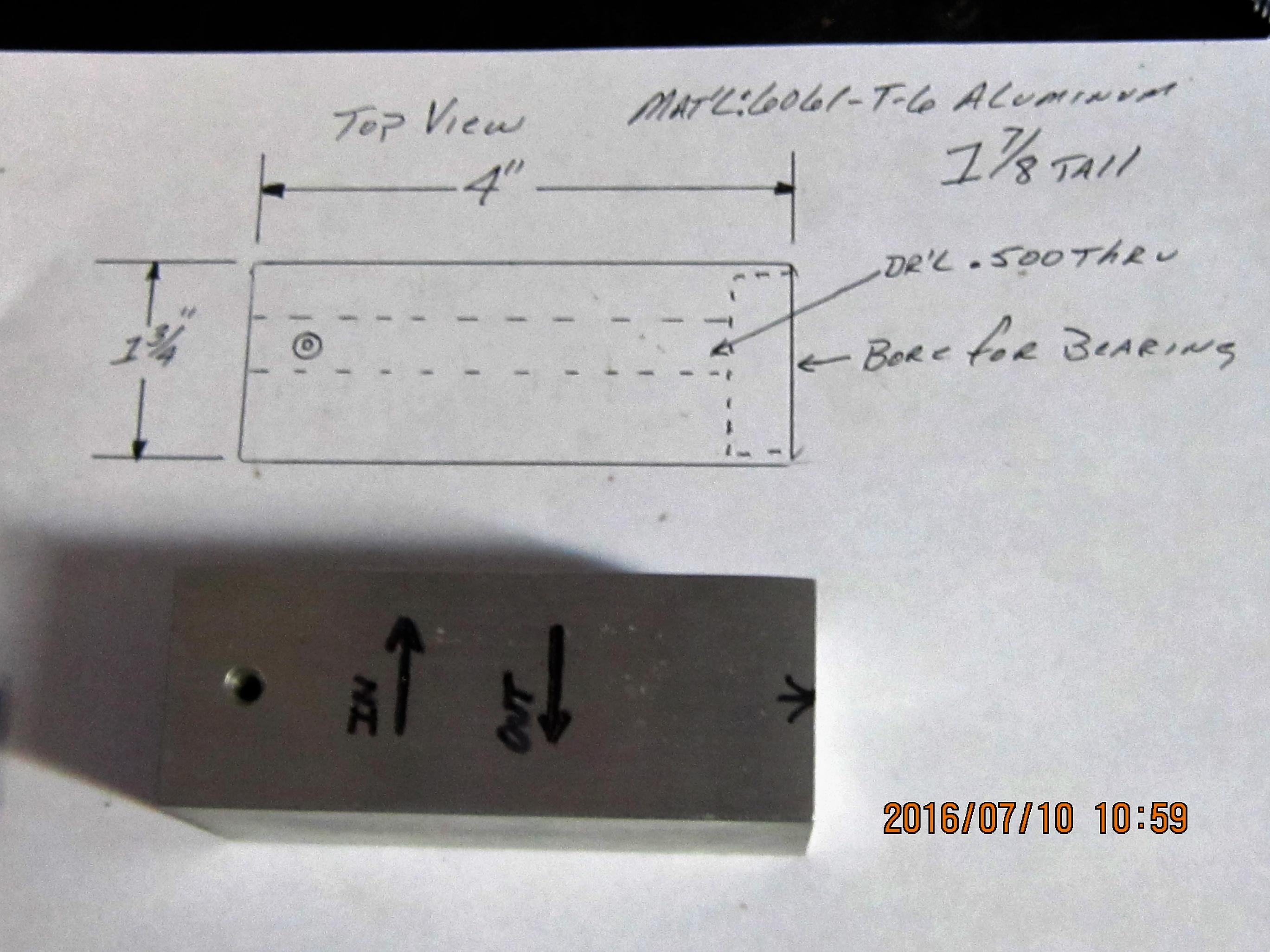
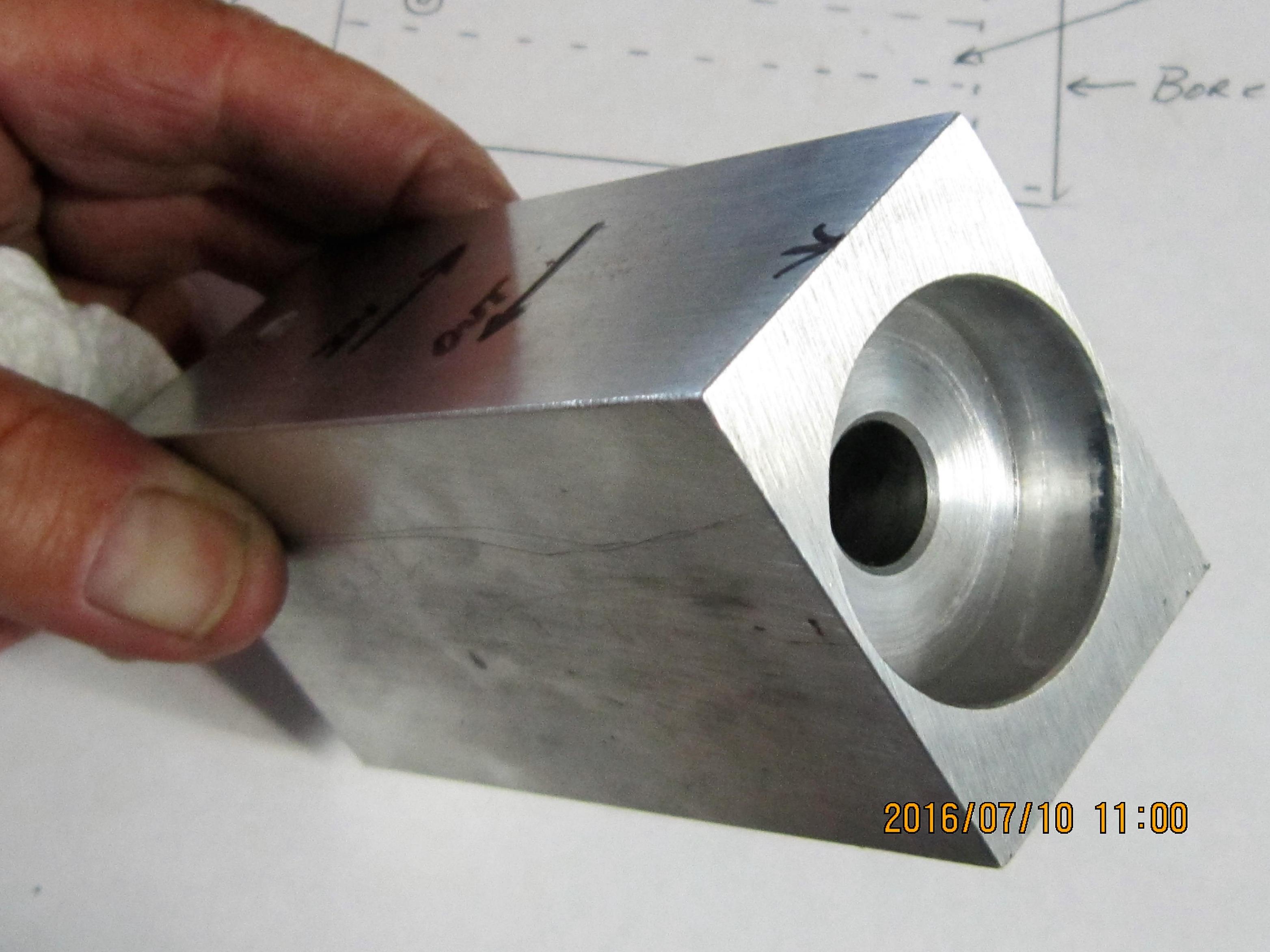
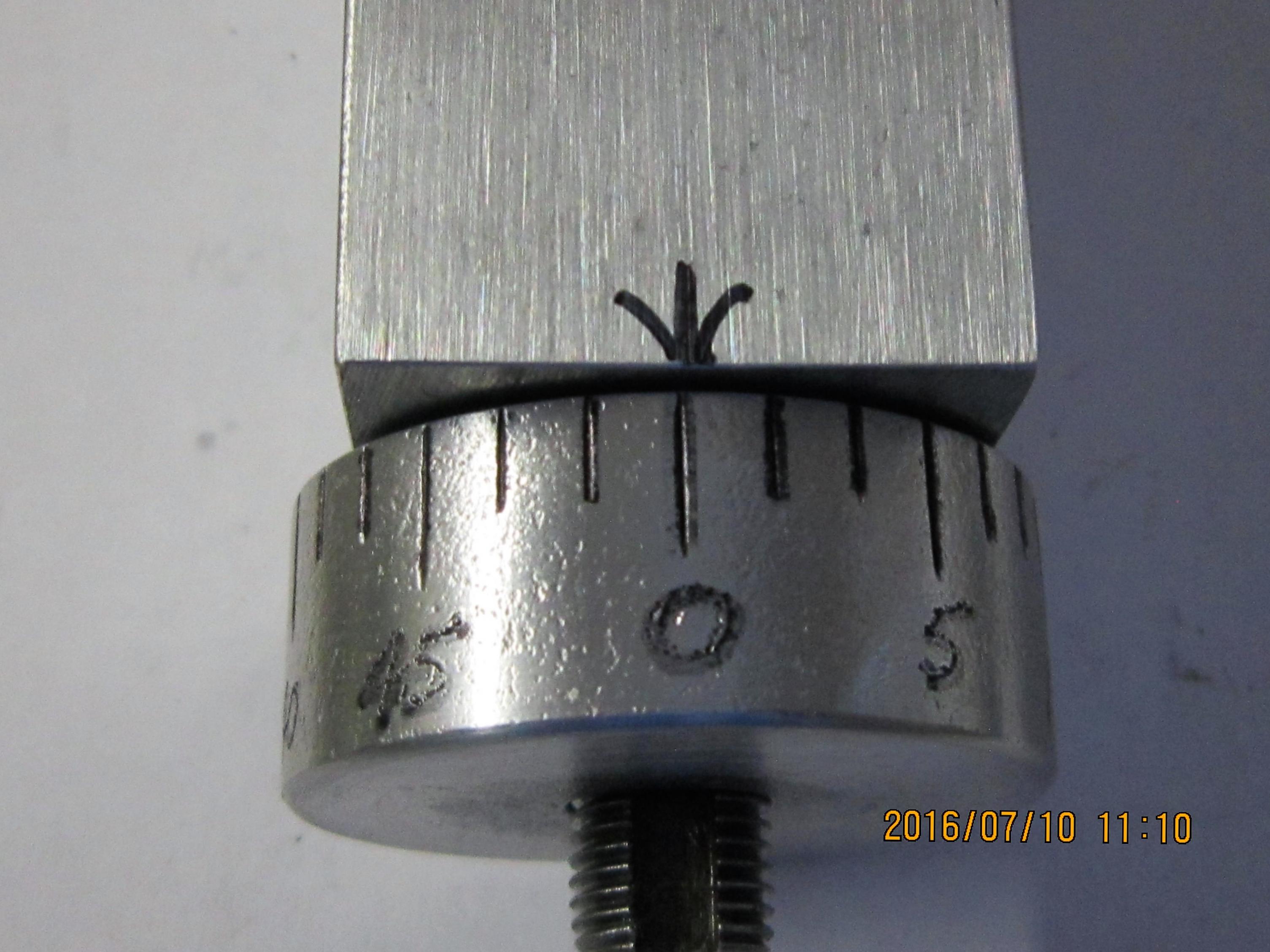
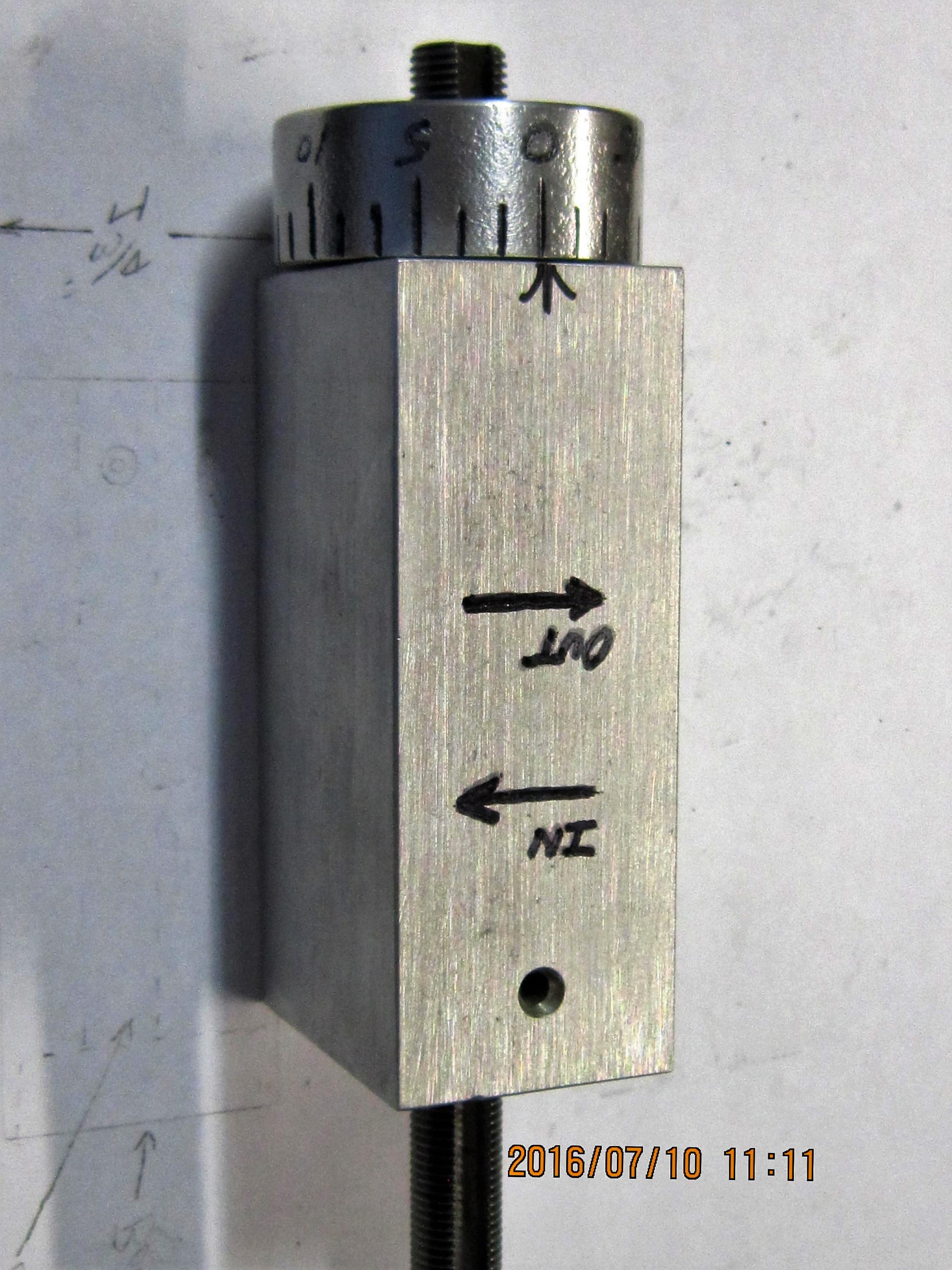
I made this micrometer stop to use in various places in the shop. I use it when I bend parts in the arbor press, the cut off band saw etc. so that I can fine adjust the distance from the bend to the end of the part. I make a z-rod linkage part and the length of each leg is .750 long. I also use it on other parts that need to be accurate on the length. It works good for repeating when you have multiple parts to make both in the press and the saw. I pressed a 1/8" spring pin in one end so the rod (1/2"-20 threaded rod)) doesn't rotate when you turn the knob and I pressed a bearing on the knob which has a hub. I also cut a 1/8" wide keyway in the rod. My lathe has a series of holes in the main gear so I used that as a dividing head to mark the graduations using a pointed tool. One revolution of the knob equals .050 (Fifty Thousands) The housing and knob are made from 6061-T6 Aluminum and the threaded rod is steel.



















 Reply With Quote
Reply With Quote









Bookmarks