
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks

.
You need to sacrifice stepover for that depth of cut, but at the same time it is possible to get much higher Vc(heat isn't concentrating at endmill tip - but is spread more evenly, same goes for wear) and you NEED TO bump up feed drastically(to avoid so called chip thinning - with proper Vc an "Pin It")
Will try answer as best as I can.
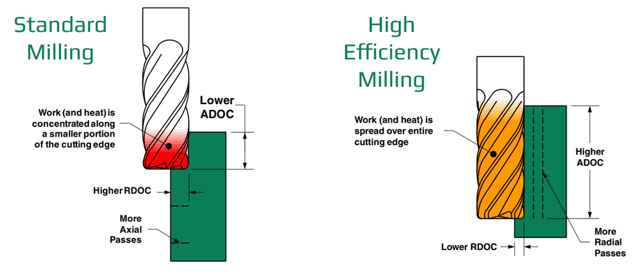
Imagine climb* and slab milling at once, but done with a short VHM endmill(or really stubby HSS one).
You need to sacrifice stepover for that depth of cut, but at the same time it is possible to get much higher Vc(heat isn't concentrating at endmill tip - but is spread more evenly, same goes for wear) and you NEED TO bump up feed drastically(to avoid so called chip thinning - with proper Vc and chip cross section there is no need for coolant, as 90%+ of machining heat goes to swarf).
Good writeup at harwiperformance(Helical over here):
https://www.harveyperformance.com/in...iency-milling/
https://www.basstool.com/pdf/promos/HEM_Guidebook.pdf
and video from Gühring:
Tomorrow I can try to write something about minuses of that milling technique(unfortunately there are many downsides).
*conventional is possible - but I'm avoiding it(except for springback pass in some materials).

 Reply With Quote
Reply With Quote

Bookmarks