
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks

The basic procedure is to create an accurate fixture to hold the HSS tool blank in a collet, such as a 5C collet block. HSS can be machined with carbide tools, but it requires light cuts to avoid breaking the cutter.
If you happen to have a square 5C collet of the correct size, great, but if not, then it is straightforward to make an insert to hold the HSS blank. I will present details for the process using ¼ HSS blanks, but it can be adapted to other sizes.
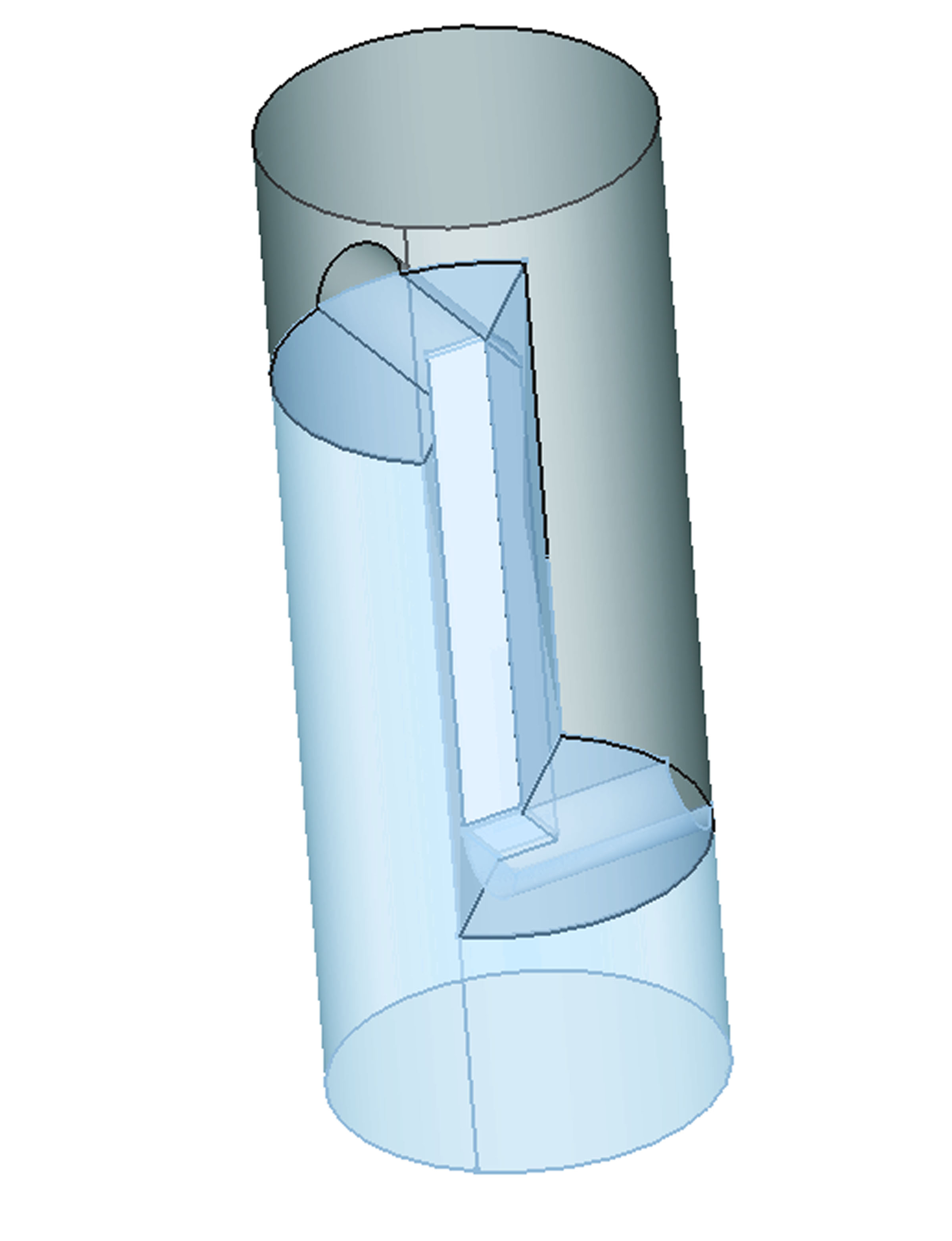
Take a metal rod (aluminum or steel) and mount it in an index head on the milling machine. The rod should be about 6 inches long, and about 1 inch diameter, and should be cut if necessary to make it precisely round. Cut away exactly half the diameter of the rod over a length of 4 inches, leaving about an inch on each end.
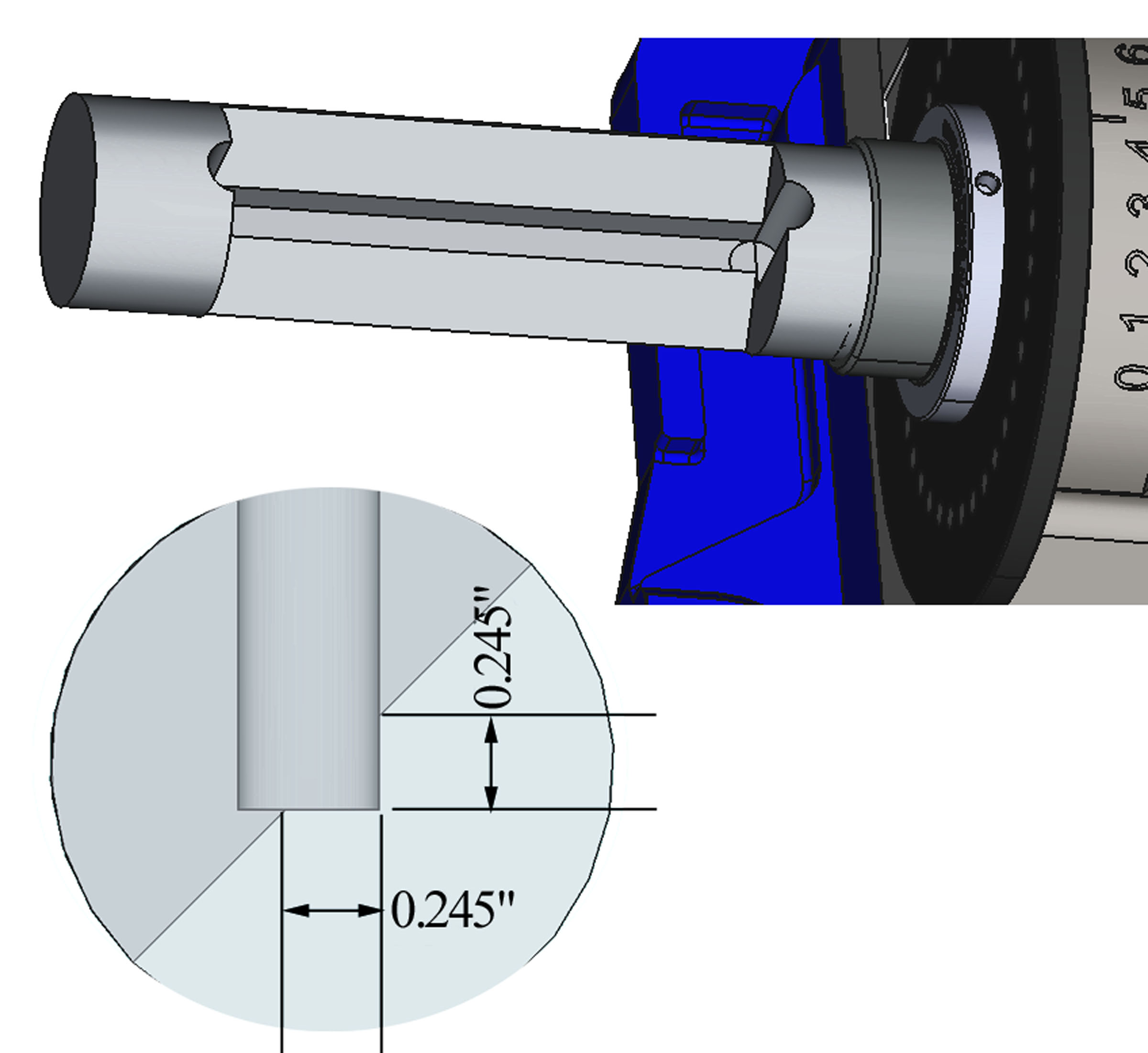
Using a 3/8 diameter end mill, center the tool on the centerline of the spin indexer, with the tool just touching the flat on the bar; set DRO to zero, then raise the tool.
Rotate the part 45 degrees. Offset the tool .0675 in negative Y direction to place the edge of the cutter exactly 0.245 from centerline, and mill a square slot between the two ends.to a depth calculated:
Depth = .245 * sin(45) = 0.172
This will result in a nice vee groove in the part, symmetrical to the centerline, and slightly less than the width of the tool blank.
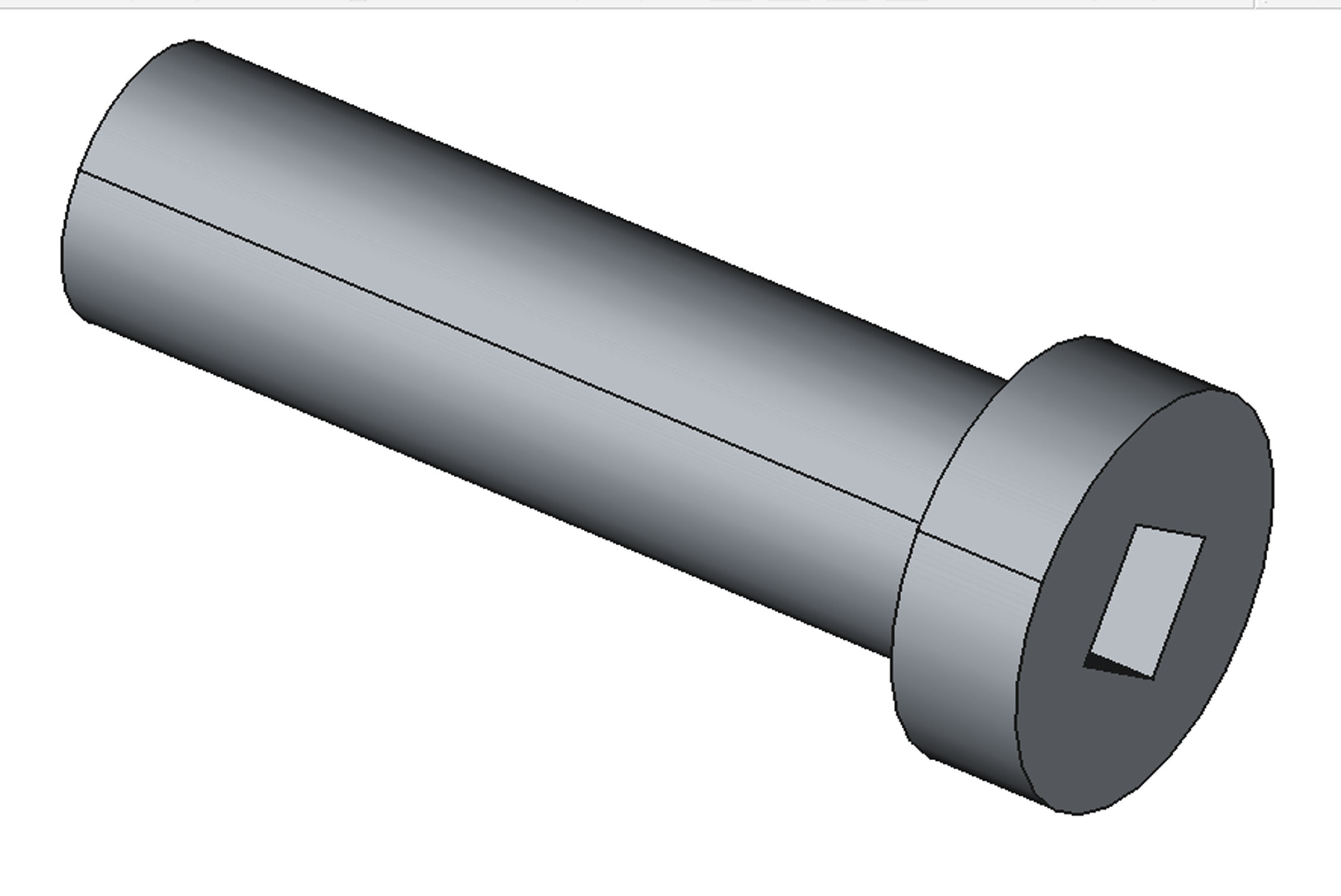
Saw the rod in half and place a length of HSS blank in the groove of one half. Place the second half onto the first half, flipped as shown.
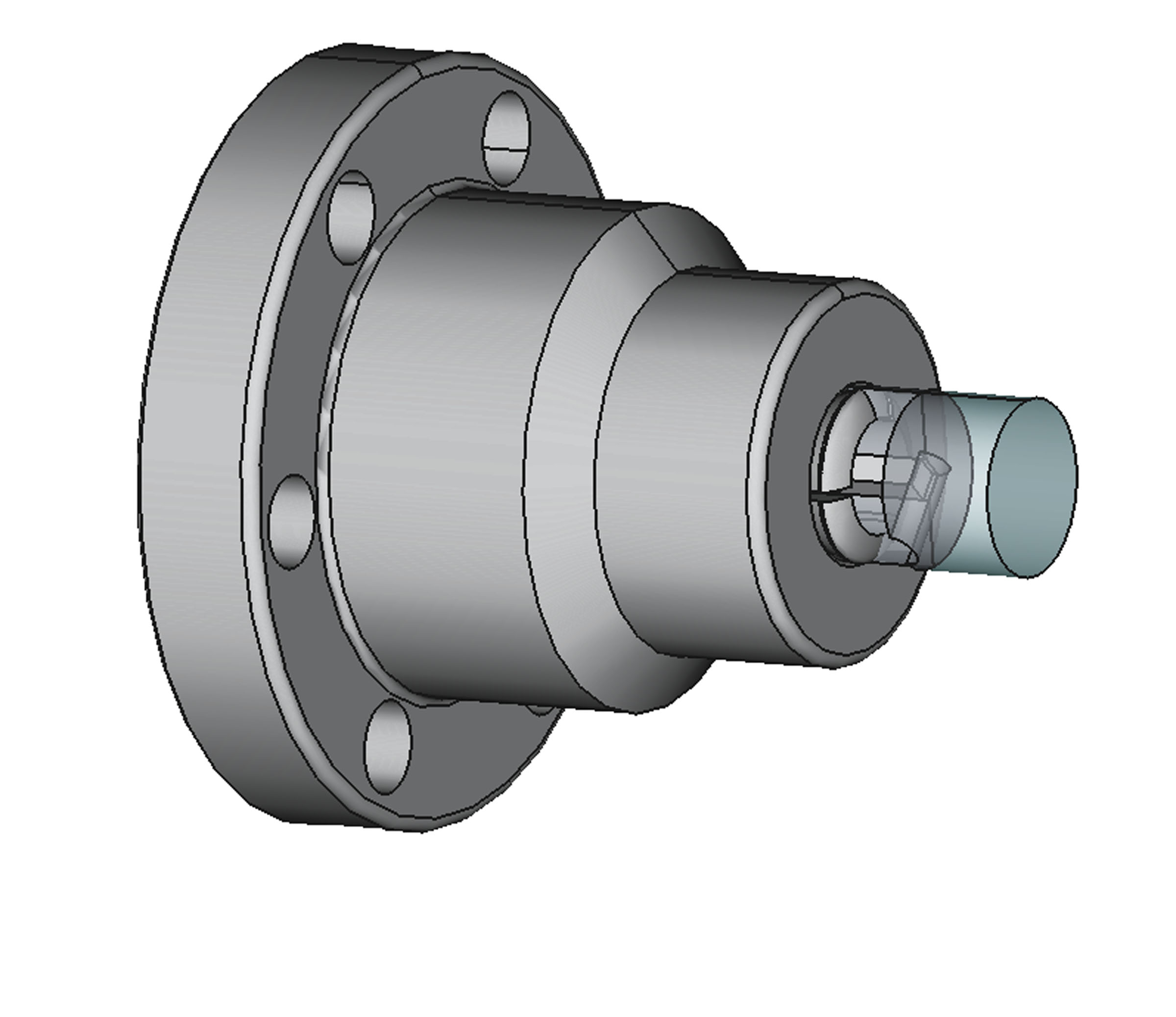
Place the assembly in a lathe chuck, or better in a collet and face off the large diameter on one end. The part should be as concentric as possible, perhaps using a 4 jaw chuck if a collet is not available.
Next, extend the assembly about two inches and indicate the part for concentricity. Turn the diameter to a convenient size, perhaps ½ inch, for a length of 1 ¾ inch. Flip it around and turn the large end to a ¾ inch diameter. This results in a split collet adapter with a flange for easy mounting in a ½ inch round collet for future use.
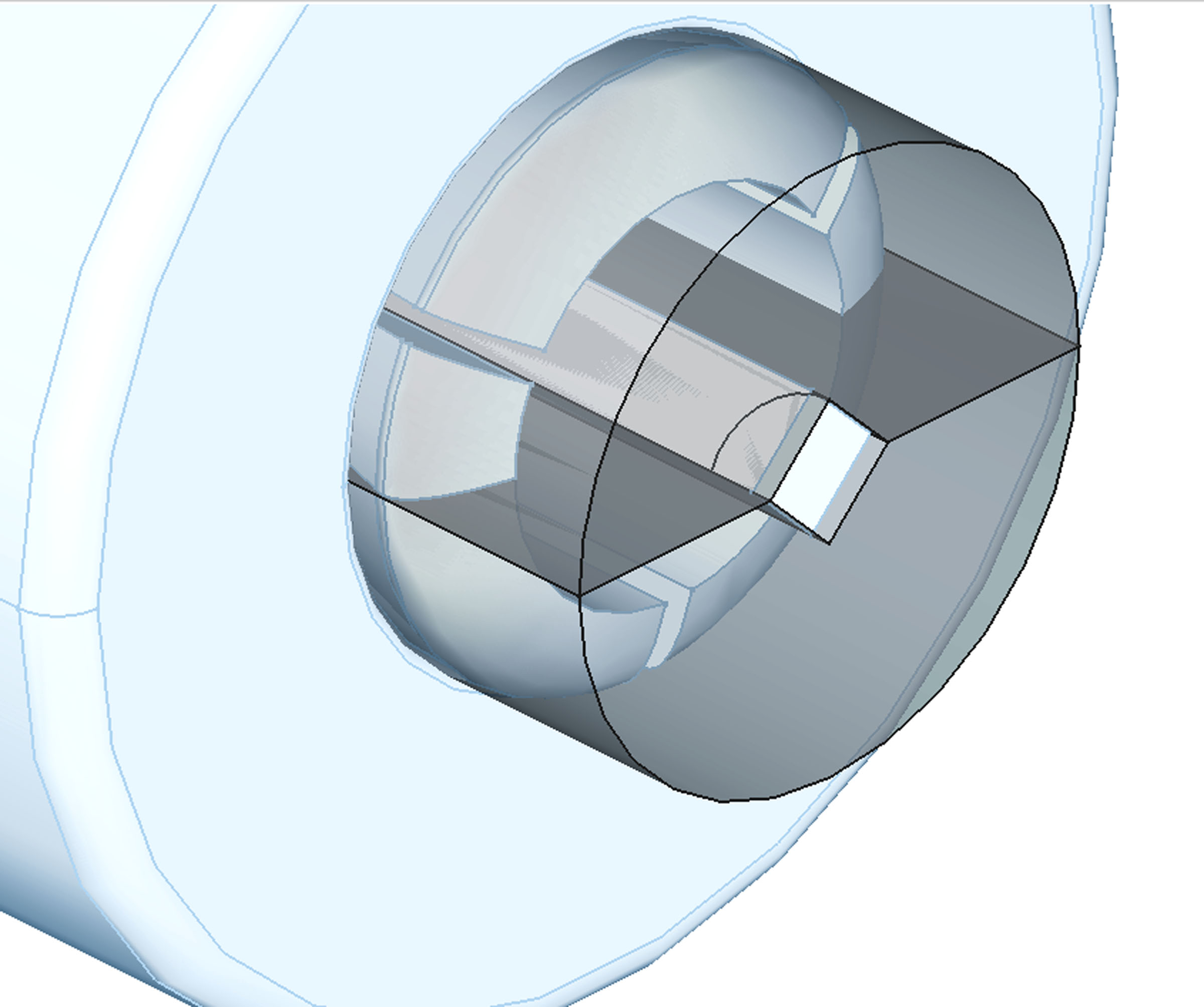
Place a HSS tool blank in the adapter, protruding enough to machine the desired form into the end.
You may use a spin indexer or square collet block for the following operations.
Place the adapter and blank into a collet and rotate the blank 5 degrees from vertical (assuming you want a 5 degree clearance angle). This angle may be set with an angle block prior to tightening the adapter in the collet.
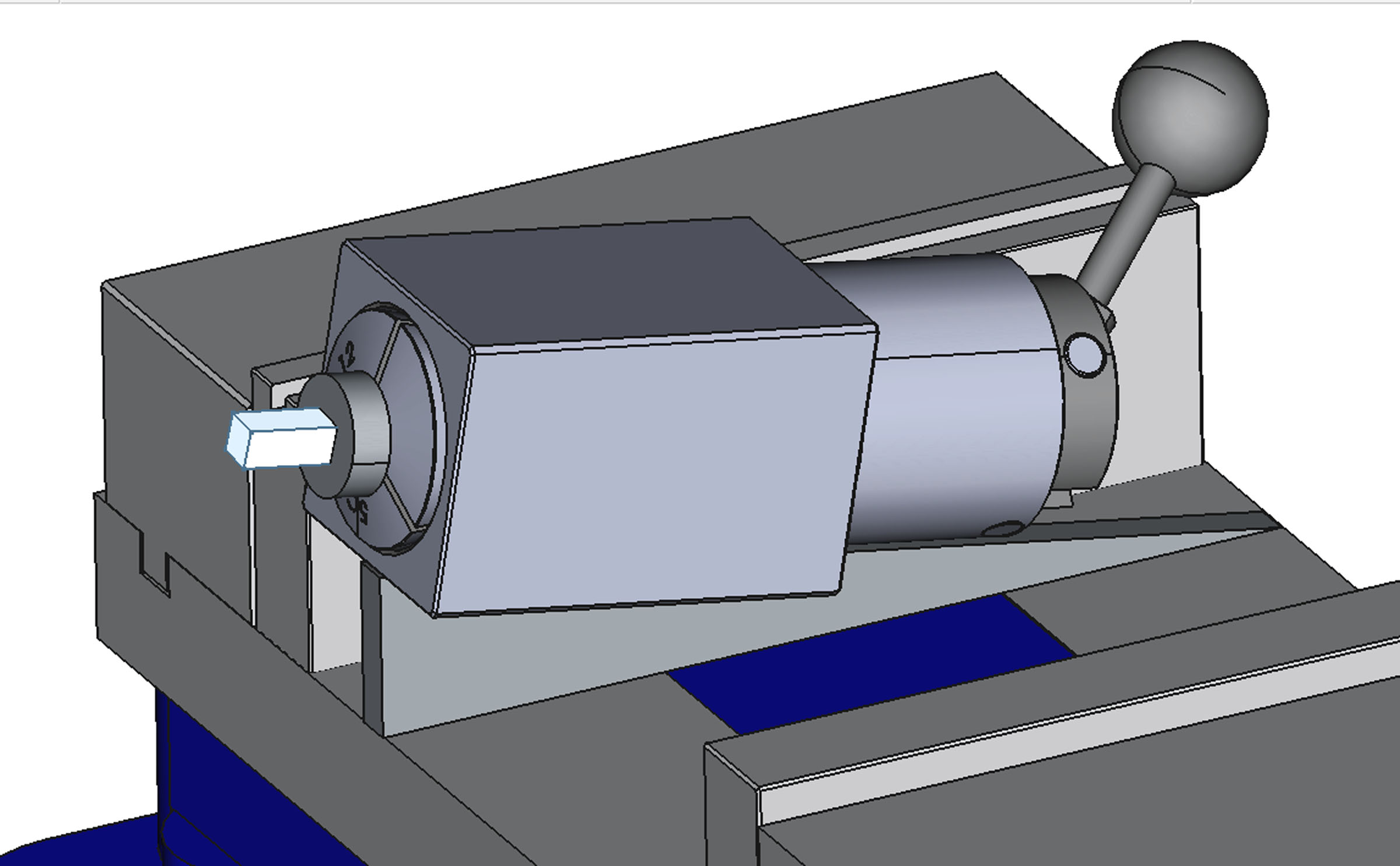
Place the collet holder in the milling machine vice, on an angle plate tilted to the desired clearance angle.
You now may machine the desired form into the end of the HSS blank, using an appropriate size carbide end mill. Take light cuts. A CNC milling machine will allow you to create virtually any form desired. It may be necessary to mill the front side, then rotate the adapter in the collet block the opposite direction to mill the back edge, perhaps for a gear cutter profile, or a grooving tool.
The same technique may be used with a diamond grinding wheel to make custom carbide tools from broken carbide end mills. You may not need the square collet adapter if the blank is round.


 Reply With Quote
Reply With Quote

Bookmarks