 LinkBack URL
LinkBack URL About LinkBacks
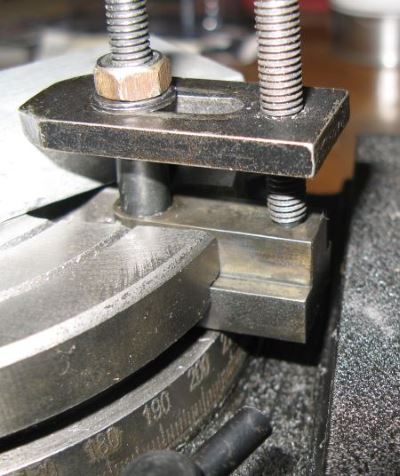
About LinkBacksI was forever needing to clamp a part right where the coolant return tray was on my old radial drill I used to have so I made some of these "T" nuts then instead of cutting all of them into individual nuts I kept this one as a double






I was forever needing to clamp a part right where the coolant return tray was on my old radial drill I used to have so I made some of these "T" nuts then instead of cutting all of them into individual nuts I kept this one as a double

Never try to tell me it can't be done
When I have to paint I use KBS products
Captainleeward (Jun 11, 2016), Home-PC (Sep 29, 2022), Jon (Jun 6, 2016), lazarus (Jun 10, 2016), marksbug (Jul 19, 2020), mwmkravchenko (Dec 5, 2022), netmizor (Feb 29, 2024), nova_robotics (Apr 30, 2023), Paul Jones (Jun 6, 2016), Philip Davies (Jul 15, 2020), Toolmaker51 (Jun 7, 2016)

Yep, these extensions work. I do this on rotary tables, tilt tables and so on.
A good way to add stops outside the normal surface envelope too. Use caution though people, you'll generate a lot of leverage outside the t-slot; they can break. If you make these, fit them closely, so when under tension they contact a decent amount of the underside of t-slot to counteract tendency to tilt. A set screw in the inboard tapped hole helps too.
Spherical washers equalize contact between step block and part, at the nut. Nut needs to be paralell to upper surface of clamp, otherwise stud/ bolt are bending. https://www.carrlane.com/catalog/index.cfm/27025071F0B221118070C1C512D020609090C0015482013180B041D1E173C3B2853524A5D Maintain a minimum 2 or 3:1 clamp ratio.
I'd also recommend "rotary" t-nuts when you need additional clamping part way through a set up. https://www.carrlane.com/catalog/index.cfm/27225071F0B221118070C1C512D020609090C0015482013180B041D1E173C3B2853524A5C56
They drop in the t-slot instead of needing access from the open end of table.
Website supplied is not a recommendation of brand, just a very complete online catalog.
I am 100% cautious of where my tools are made though, the giant distributors don't always declare where items are sourced. Cheap clamp hardware is exasperating.
PM me and I'll provide reliable contacts that make and carry good quality components.
And to Jon, maybe contacting those to offer ad space would be worthwhile...$$.
I have no financial arrangements with any, probably why I have favorites.

Last edited by Toolmaker51; Jun 7, 2016 at 06:09 AM. Reason: phrasing
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
Paul Jones (Jun 10, 2016)
Tool maker is correct caution is required when clamping outside the realm of the devices parameters.
in my case my drill press had its "T" slots milled all the way tp the rim of the table the double "T" nuts were long enough to reach both the rim and the main part of the table even with this I took care not to over tighten my clamps. MY philosophy was more clamps at lower torque on each was by far better than trying to squeeze b y with fewer clamps by over stressing them.
I often used a 36" diameter plate on my 12" rotary table to hold rubber molds I was making i used small machinist jacks with bearings to support the large plate and added clamps with bearings where possible to secure it as well and still allowing rotation
Very tricky to make oversize projects on undersized machines but doable with care and planning
Never try to tell me it can't be done
When I have to paint I use KBS products
Paul Jones (Jun 10, 2016), Toolmaker51 (Jun 7, 2016)

Thanks Frank S! We've added your Double T Nut to our Workholding category,
as well as to your builder page: Frank S's Homemade Tools. Your receipt:

Frank S and Toolmaker51,
Good advice on using the double t-nuts and thanks for another resource for tooling clamps and hold-downs.
Regards, Paul
Another thing that helps in this case is a smaller machine is not as prone to to have the power of a bigger machine. Small machines are very capable with good judgement. That is the nice thing about being a tinkerer sometimes, we try our smallish machines to do bigger work. Very nice topic, it good to see how others get it done.Originally Posted by Frank S

Nelson

This is reminiscent of my "movable-hole" device made for my milling table...
http://www.homemadetools.net/forum/m...essories-46449
The hole (which accepts a pivot pin) is drilled between the two tapped holes in the T-nut. Unlike conventional T-nuts, the tapped holes are tapped all the way through the nut. This allows me to use setscrews in the tapped holes to force the T-nut up against the underside of the T-slots to lock the nut and its hole in place. Naturally, one must exercise care when tightening the setscrews; too much pressure could damage the T-slot.
The hole could be tapped with a different thread than the setscrew holes if that is required; in my case it wasn't. Or, more simply, one of the two tapped holes could be a different thread from the one used to secure the nut in place. Many options are clearly possible.
Paul Jones (Dec 18, 2017)
I use it quite a bit for clamping odd shaped parts with 2 hole down clamps. I could always just use 2 T nuts but this one is just handy and then there are the odd times when I need the clamp to be in the positioned outside of the slots that is when I too use a blunt nosed grub screw to secure the t nut in the slot and the clamp bolt in the other hole. Instead of over tightening things down I add more clamps. IT works especially well when having to edge clamp the nut can be secured then the lateral clamping force put much less strain on the table slots
Never try to tell me it can't be done
When I have to paint I use KBS products
Paul Jones (Dec 14, 2017)
Marv
Love the idea and the secret with anything is it does not require torquing. I worked in the finish end of a print shop and the paper folding machines, I trained a young man and within two months you could not used a ball driver on 90% of the set screws that required to be adjusted as needed. Many just do not understand torque and how much to apply.
Nelson

You might like these long T-nuts that I made for the rotary table

Frank S (Dec 18, 2017), marksbug (Jul 19, 2020), mklotz (Dec 18, 2017), Paul Jones (Dec 18, 2017), Seedtick (Dec 18, 2017), Toolmaker51 (Dec 18, 2017)
There are currently 3 users browsing this thread. (0 members and 3 guests)
 Posting Permissions
Posting Permissions


 Reply With Quote
Reply With Quote


Bookmarks