 LinkBack URL
LinkBack URL About LinkBacks
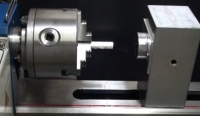
About LinkBacksDevice for opening external threads on the mini lathe.




Device for opening external threads on the mini lathe.


Creative idea; if handled carefully. Bobble reversing and bottom out on the jaws, things will go south quickly.
I'd make your die holder floating like common on turret lathes, and drill a port from top to center line to dispense cutting oil. The floating holder would use studs and nuts instead; WAY easier to remove than a sheared screw. Adapt a tap holder, this should work just as well.
Only issue harder to quantify is the footprint, not rectangular like a tailstock or most lathe carriages, making axial alignment difficult.
Last edited by Toolmaker51; Jun 3, 2020 at 08:05 PM.
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
Crusty (Jun 5, 2020), Kevic (Jun 5, 2020), machining 4 all (Jun 4, 2020), Paul Jones (Jun 5, 2020)
Thanks for the comments Toolmaker51!
Toolmaker51 (Jun 4, 2020)
Thanks machining 4 all! We've added your Threading Die Holder to our Lathe Accessories category,
as well as to your builder page: machining 4 all's Homemade Tools. Your receipt:
New: BuildThreads.com - 300+ build posts/day (with photos)

Your solution works but the traditional tailstock supported die holder is more universal and can be used on several lathes with various MT adapters. Thank you for the video.

MY thoughts exactly and it just got away with it on aluminium, personally I only use dies as a follow up after screw cutting except for threads smaller than 6mm.Originally Posted by Paul Jones

machining 4 all (Jun 5, 2020), Toolmaker51 (Jun 5, 2020)
olderdan, I agree. Also the tailstock die holder solution with my MT3 taper has been more forgiving for me for potential crashes when cutting at higher speeds. The whole MT and die cutter holder is pulled out of the tailstock and just spins without a crash. Unfortunately this event is more annoying because the cut thread is three turns too short and have jam the MT end back into the tailstock for a final pass. Most of my 16+ mm diameter threads are single point threaded on the gear-head lathe and followed up with a finishing metric die. After changing a stud gear and cutting metric threads on my Imperial lathe it is a pain in going in reverse with the half nut engaged. I have done it before releasing the half nut but have to watch very closely when to engage the half nut on the next cut.
machining 4 all (Jun 5, 2020), Toolmaker51 (Jun 5, 2020)
Thanks for the comments Paul Jones!
Last edited by machining 4 all; Jun 5, 2020 at 04:05 PM.
Paul Jones (Jun 5, 2020)
Thanks for the comments olderdan!

There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions



 Reply With Quote
Reply With Quote
Bookmarks