
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



When it comes to older equipment such as my Taylor 23,000 lb forklift many things are either no longer available or require special ordering at exorbitant prices. When ever possible I won't play their game.
Such is the case with the hub seal for the planetary drive axle. I found the correct seals for $200.00 apiece but they were a 12 week delivery, Yeah RIGHT! Not going to happen in Frank's world.
The only thing really important is the inside diameter being correct for the spindle the height and OD can be delt with providing the OD happens to be smaller than the original.
So here is what I did I researched for double lip seals of the correct ID and came up with a pair for $15.00 apeice + $5.00 shipping It was immediately a no brainer as to what I would do next. What I needed was a cylinder with a small enough ID and a large enough OD to machine an adapter from. The only thing was I didn't have one. Next venture was to find something I could increase or reduce in size to make the adapters out of
I found this
After cutting it open this was what I had to work with
Needs to be about 1/2" smaller ID so I can machine it out to fit the new seal
First cut was not going to be enough so cut it a second time
Now to reduce the OD by clamping it down in size It is going to be close needs thicker wall thickness but it is what I have to work with hopefully I can make it cylindrical enough to require minimal machining
The OD is very close as well
After tack welding I ground a deep grove on the inside to weld first since it is easier to grind the outside to the root weld than welding the outside first and doing it vice versa
Now the groove in the outside ground all the way into the inside weld
the Weld
Looks round enough or as close as it is going to get If I don't get full clean up I'll epoxy the void
It is really going to be close but crossing fingers
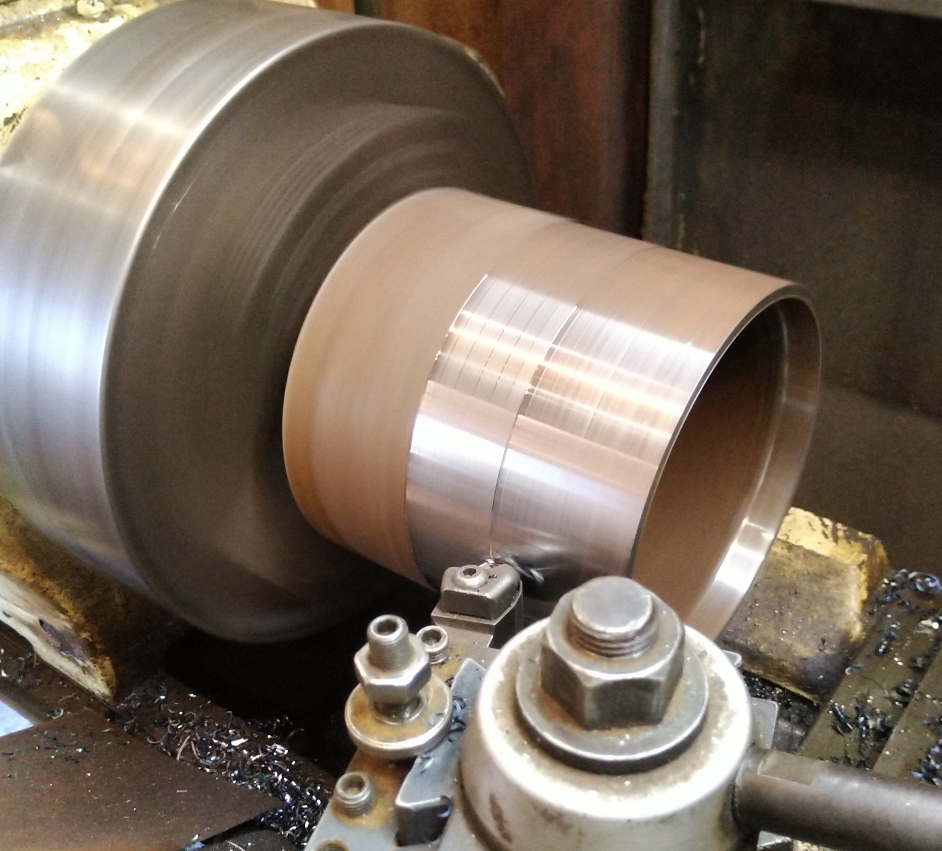
ID done doing the OD
Now machining the opposite end for the bearing clearance
Seal and adapter installed just a very small amount of Devon plastic steel epoxy to fill a couple small voids and insure a good tight fit


















 Reply With Quote
Reply With Quote

Bookmarks