
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


I place the alignment tool vertically on the lathe bed, laterally located by the V. Then with a rod in the chuck I just move the cross slide until the rod fits the hole.Originally Posted by ncollar

Using a collet as you describe would work, but mostly it would be a pain, it would involve removing the work piece at each tool change. If the work was set up in a 4 jaw chuck or on a face plate, you would have to unset the work, fit a collet, do the alignment, remove the collet, reset the work piece and do this every time that you change from a turning, facing or boring operation, or anything that requires the cross slide to be moved.
My alignment tool works in very similar fashion but it is very quick and without the hassle.
My alignment tool is quite accurate. After machining the V and the surface to sit on the flat way, I used a drill bit and reamer in the lathe spindle to drill and ream the hole so it is true to a reasonable degree to the lathe spindle axis.
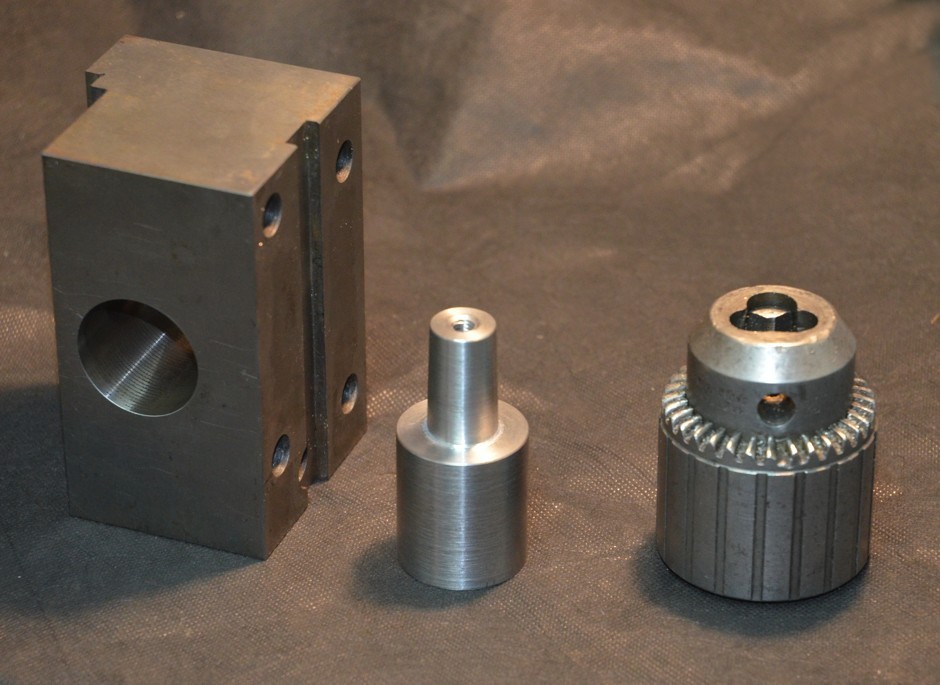
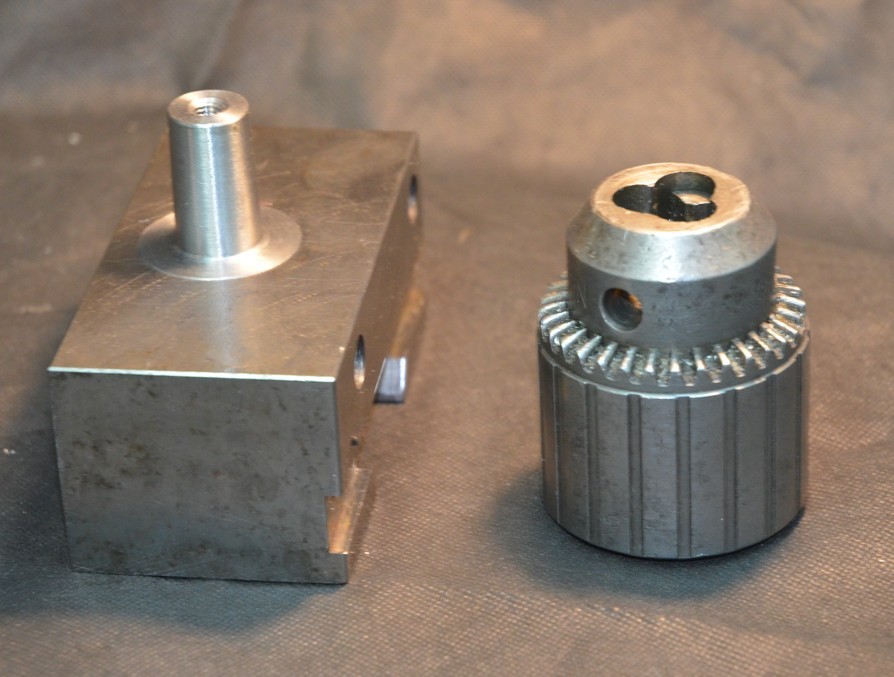
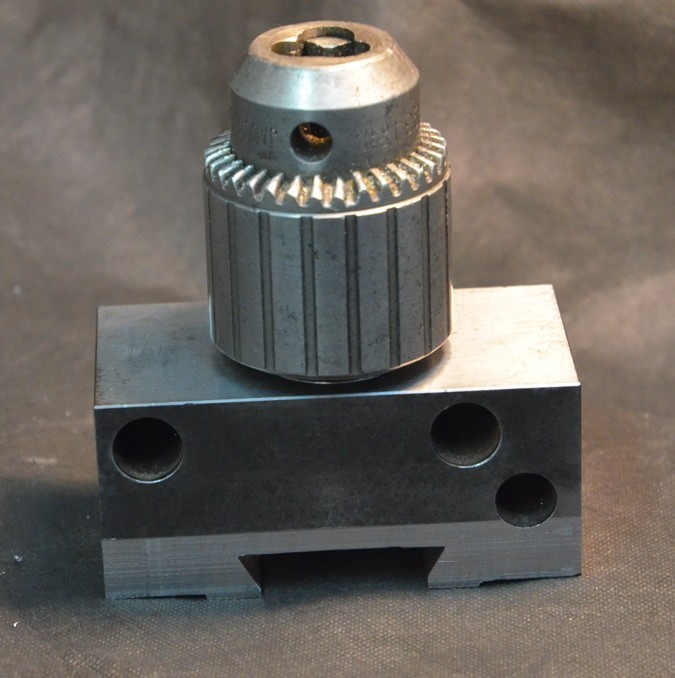
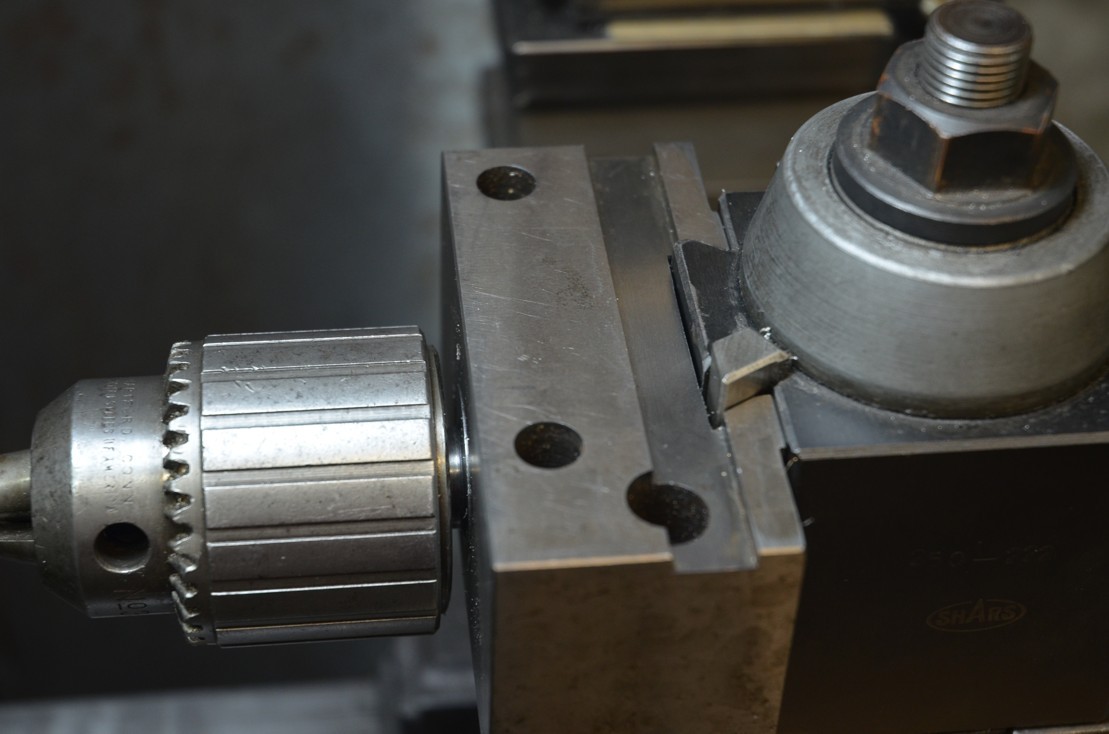
BTW. Since I made that R8 chuck mounting I have made another but only for a drill chuck, rather than mounting it to the side of the tool post this one mounts on the front which avoids the possibility (mentioned in the original post) of twisting the tool post. This latest mounting was really a second thought. I wanted to be able to mount a drill chuck in the vice on a milling machine, I saw that if I cut the dovetail groove in the block I could use in both the mill and lathe. It is quite useful because it saves some drill bit changes. For example I could have a small bit in one chuck and a larger bit in the other.
Here are some pix of its construction and fitted to both a lathe and mill. The holes serve no purpose being in the block for use in an earlier life.



Click thumbnails for full size.


 Reply With Quote
Reply With Quote

Bookmarks