1 Attachment(s)
While this thread treds through threading operations already...
Threads and fasteners always fascinated me. The dimensional considerations that various trade associations had to consider are intimidating; are simplified by a few dimensional relationships, tie it all together in manufacturing.
Multiply by how many things depend on threads for assembly.
Multiply by how many thread forms are used...not even considering standard or metric practices, and proprietary versions companies engineer for themselves!
It's valuable to know when you specify in an order, taps/ dies are sold to cut accordingly,
Variety is linked to degree of intended service; those start with forms, with tolerances adjusted [thread class of fit] for the application. There is a #1, rare now, originally intended for agricultural use, especially in attachments by nut and bolt. A lot of clearance, literally allowed to rust into place. Good design, those fasteners subjected to shear, instead of tensile loads. Highest common version is #3, usually needs wrenching to assemble, but still considered a clearance fit. Typical in aerospace, nuclear and other critical application. Oversize taps are made, increments that allow for plating etc. As mentioned elsewhere, adjustable dies have a comparable function.
Fasteners depend on material for strength. It isn't apparent, but they control size at #2 for most commercial use. Originally they were 'cut' as a tap does in a nut, or single pointing in a lathe. Mass production and quality improved many times when 'rolling' was introduced for external threads, and forming for internals. Cutting naturally interrupts the metallic structure, where forming not only preserves and increases surface strength, the smooth surface reacts to torquing in assembly consistently.
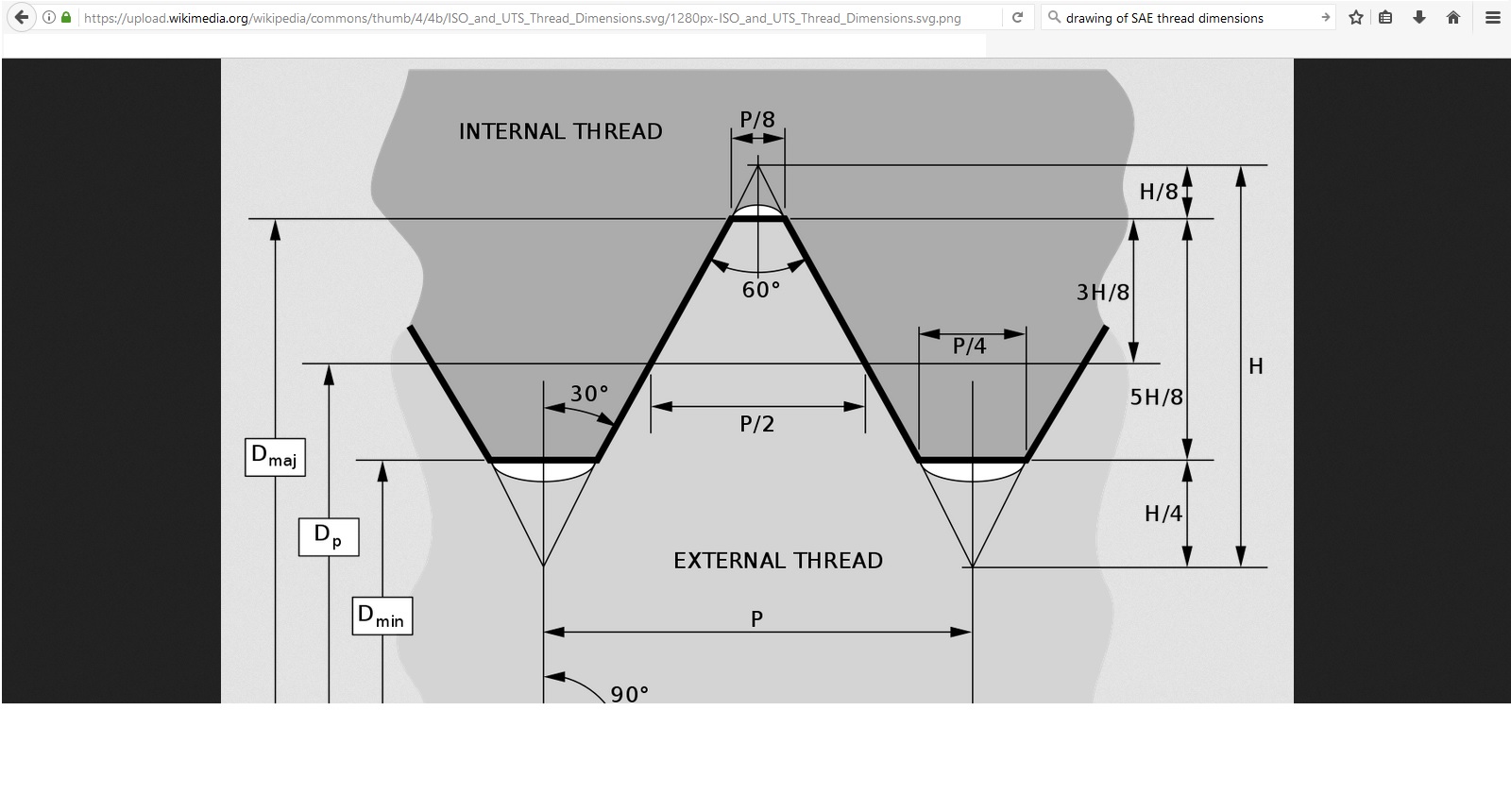
Forming essentially are knurling operations; forcing metal to flow into a prescribed contour. The outside diameter or hole are truly sized incorrectly (compared to cutting) that flow corrects into 'perfect' threads. Another detail, none cut or formed, are intended to be 'sharp' in the root or crest. That would induce interference with slightest burrs or dirt, and reduce lube space for assembly.
Materials, alloying and heat-treating regulate the grading systems. In the U.S. Gr2 is common low grade hardware, Gr5 starts the high strength series, applied heavily in automotive, and structural work, around 100k minimum tensile strength psi, Gr8 is typified by hex socket capscrews at 150k. Metric fasteners are similar, but in a different system ranging from 4.6 to 12.9; and allows several intermediate specifications, about double that of U.S.
Jpeg magnifies on click, the detail of what happens in threaded parts is remarkable: Not my favorite drawing but good for introduction.
Attachment 19342

{kind=link}
{kind=link}
{kind=link}
{kind=link}