11 Attachment(s)
Modifications and Improvements to a Unimat SL 1000 Lathe
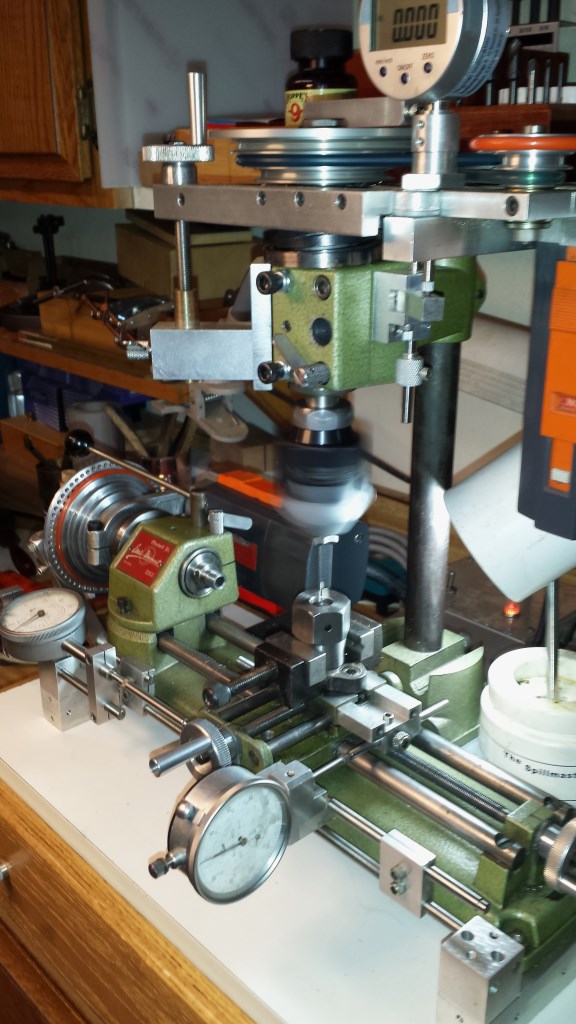
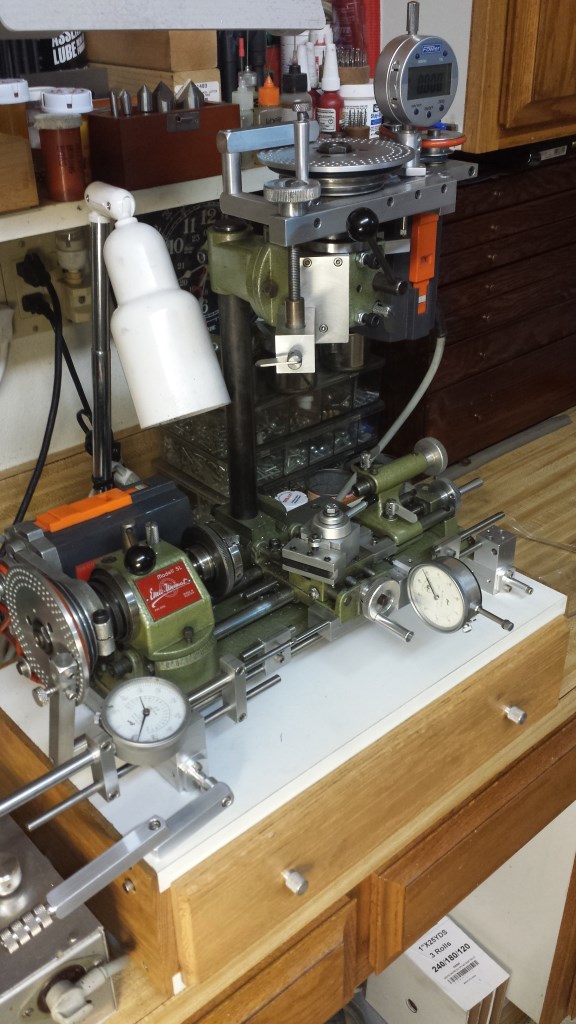
I want to share some photos of the recent improvements I made to my Unimat SL 1000 lathe which has a 3" swing. I bought this lathe new in 1970, used for a few years and then put into storage. I recently started to use the lathe again and decided it needed a make-over after being inspired by the book series "The Shop Wisdom" by Rudy Kouhoupt.
I decided to build a storage platform with a drawer ( see Homemade Lathe Cabinet ), add a permanently installed milling/drilling head and more intermediate pulleys for slower spindle RPM, raise the whole lathe up on 1" tall riser blocks and added spare threaded holes in the riser blocks for future attachments (e.g., the indexing pin arm (http://www.homemadetools.net/homemad...nimat-sl-lathe) and yet to be designed attachments), add dial indicators for the x, y and z directions (I usually work in inches, see Homemade Cross Slide Dial Indicator ), and add adjustable carriage stops to the x-direction ( see Homemade Lathe Carriage and Milling Stops ).
It took many iterations to align the x, y, and z axes to each other but everything seems to remain in alignment with each axis. Along the way I replaced the motors with continuous duty U-100 motors. There are many more future features I want to add such a longitudinal power feed for the x-axis and a dividing plate for the spindles ( Homemade Indexing Plate for Unimat SL Lathe ). Some of the most fun I have is designing the parts before anything is machined and then making a hard copy for recording my changes as the parts are built (and then adding these changes back on the original drawings).
Eventually I want to start building stationary steam engines but I am having too much fun with the Unimat.
I plan to post more of my photos as the Unimat improvements progress.
Paul Jones
10 Attachment(s)
Aligning all six different Unimat parameters for X, Y, Z, roll, pitch, and yaw
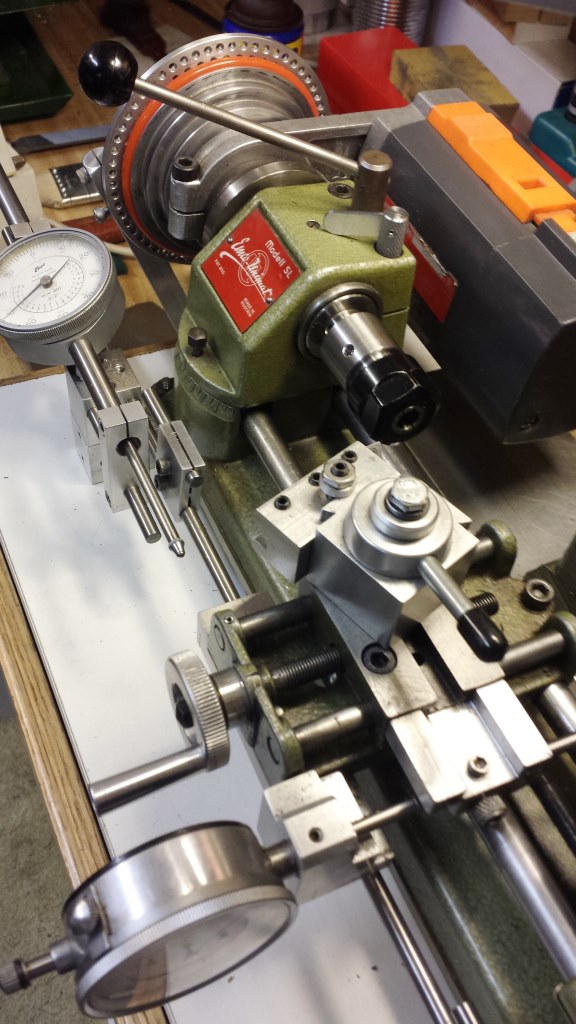
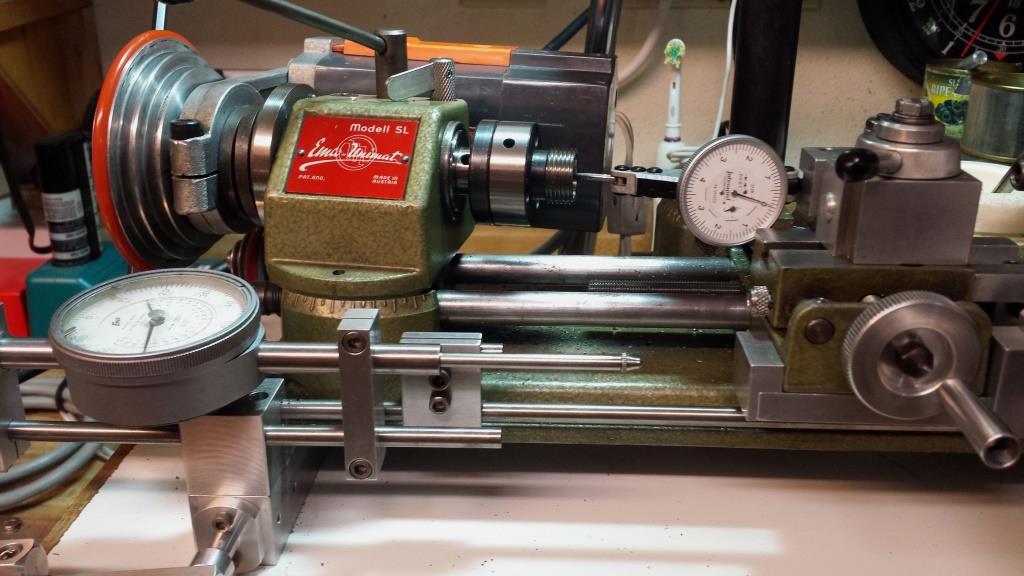
The HomemadeTools.net article by Rick Sparber “Aligning the X axis Leadscrew on a RF-30” reminded me of some of the adjustments I made to my old Unimat SL 1000 lathe when I added a vertical milling head. Like Rick’s work my adjustments required aligning all six different parameters for X, Y, Z, roll, pitch, and yaw.
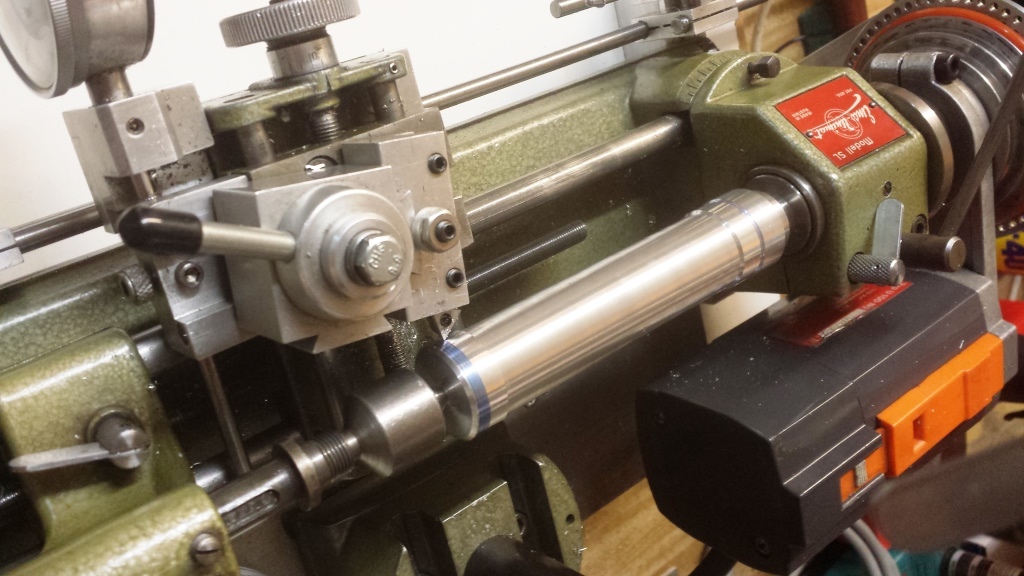
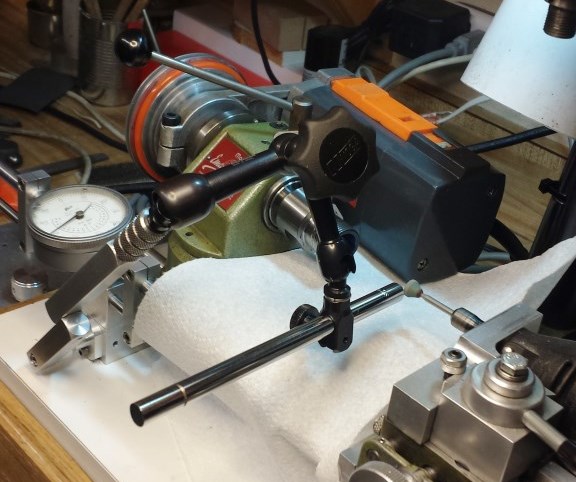
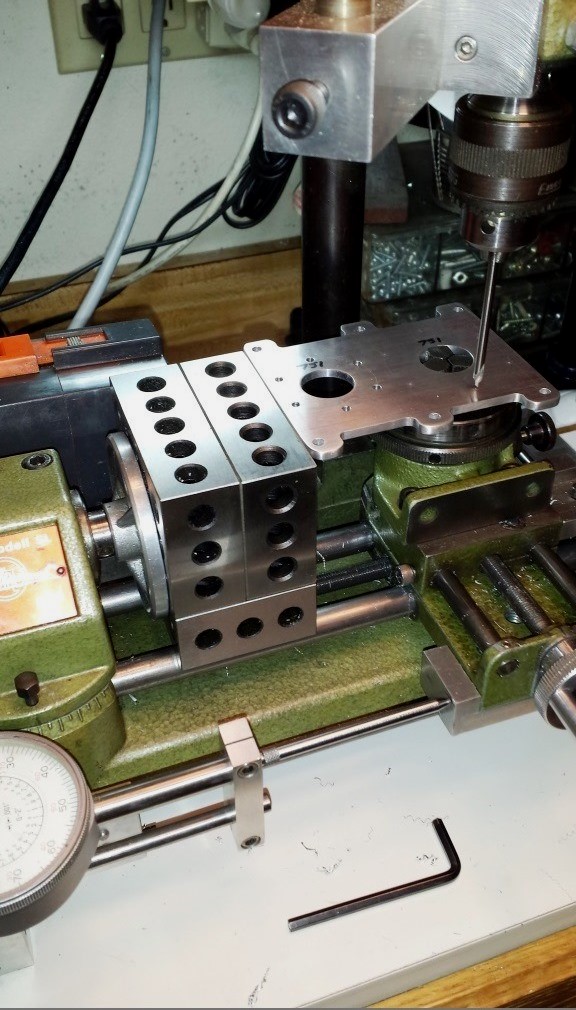
The fixed rod supports for the x and y lathe ways proved to be a challenge because the rods are supported in a die cast lathe bed. A combination of twisting the cast bed and adding opposing set screws to a cross slide way rod (see photo of taping screw holes) brought this into alignment. It is essential to align the x and y-axes orthogonal to the lathe cabinet before adding the vertical column for the milling head. All axes were less than 0.003" out of alignment and required very slight and iterative changes to bring everything into alignment.
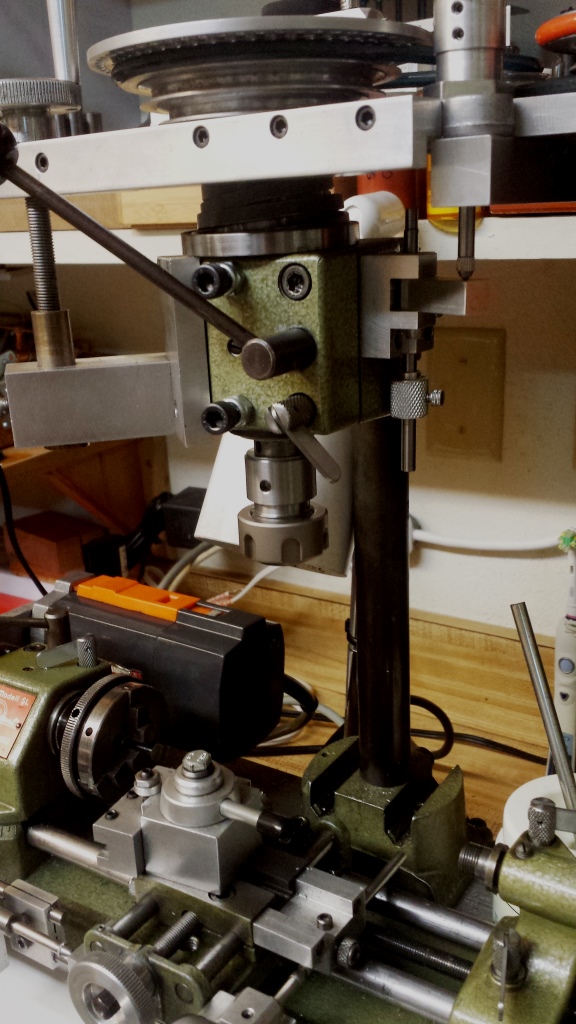
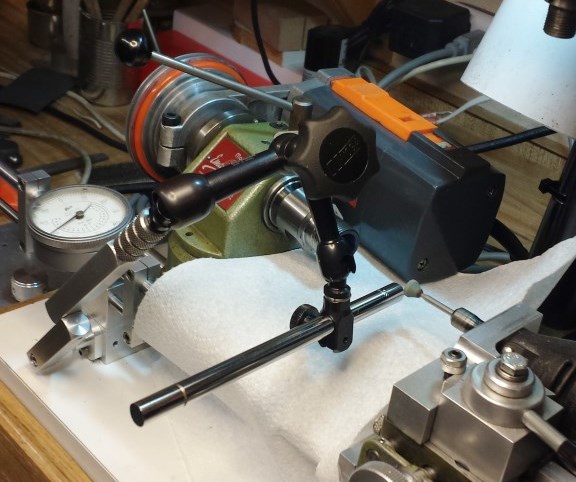
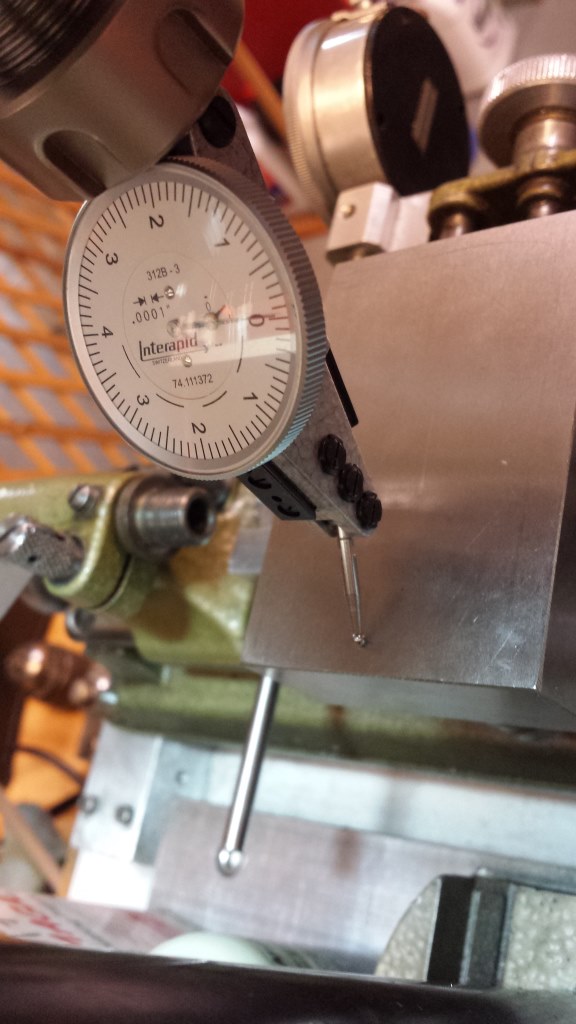
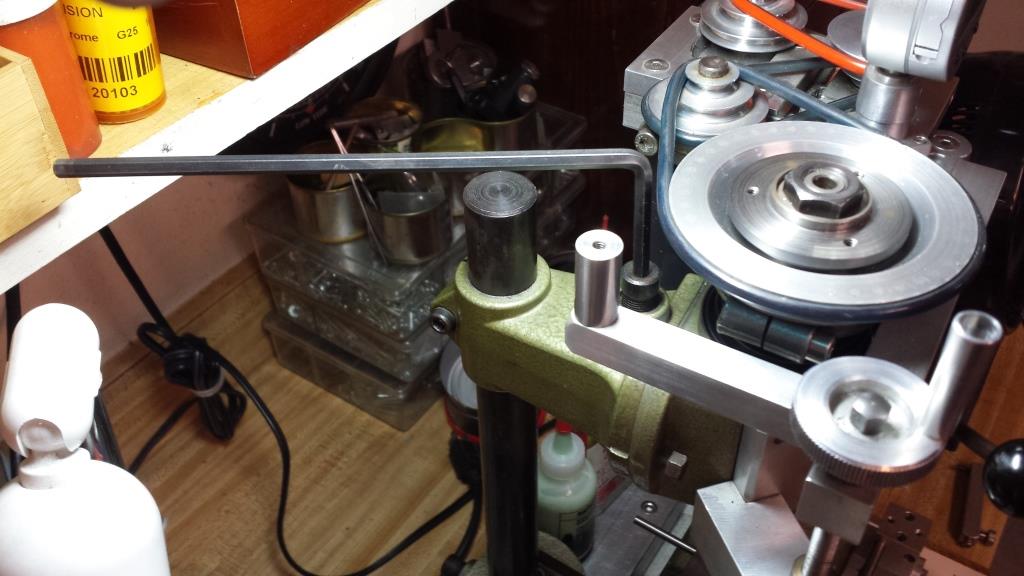
Adding the new z-axis dimension with a milling head column and column support required the most iterative process to bring the x, y and z axis into orthogonal alignment with each other. The milling column attachment base was made from 3”x12”x1” aluminum bar and bolted to the lathe cabinet. The vertical column support base was machined flat and square on my mini lathe using a custom mandrel, and then removed and bolted to the aluminum attachment base. The milling support base has a 0.0015” thick shim that brings the vertical column orthogonal to the lathe x and y-axes (the shim is shown in the 9th photo below). The last photo shows tramming left to right rotational adjustment of the milling head to be parallel with the lathe ways support rods. The photos below show some of the measurements and adjustments that were made during the alignment processes.
6 Attachment(s)
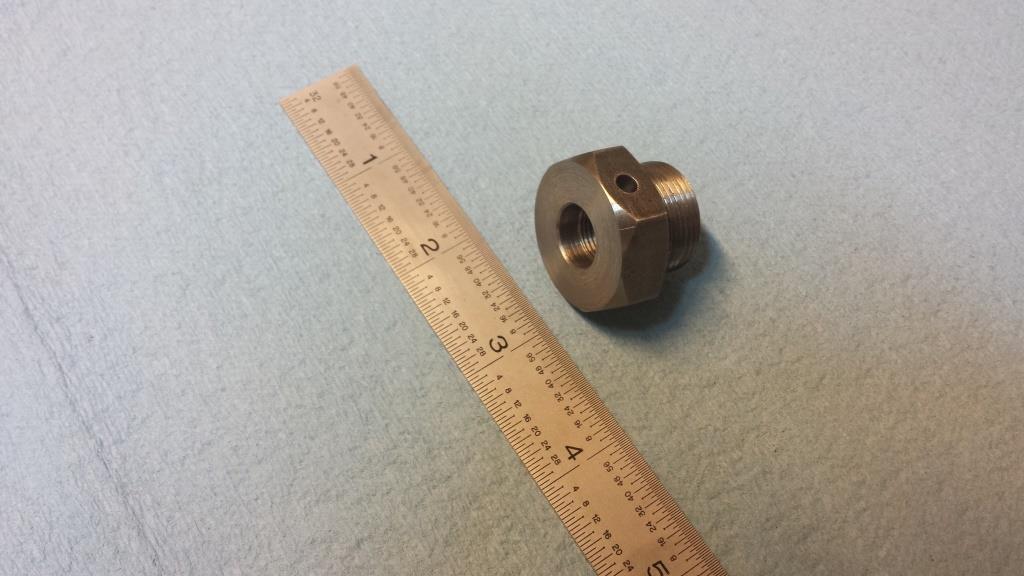
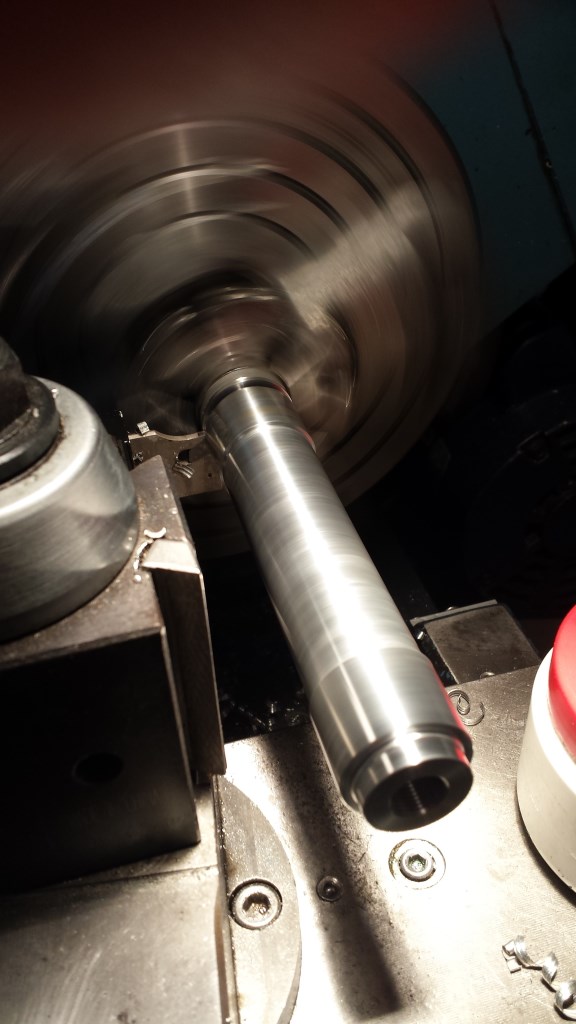
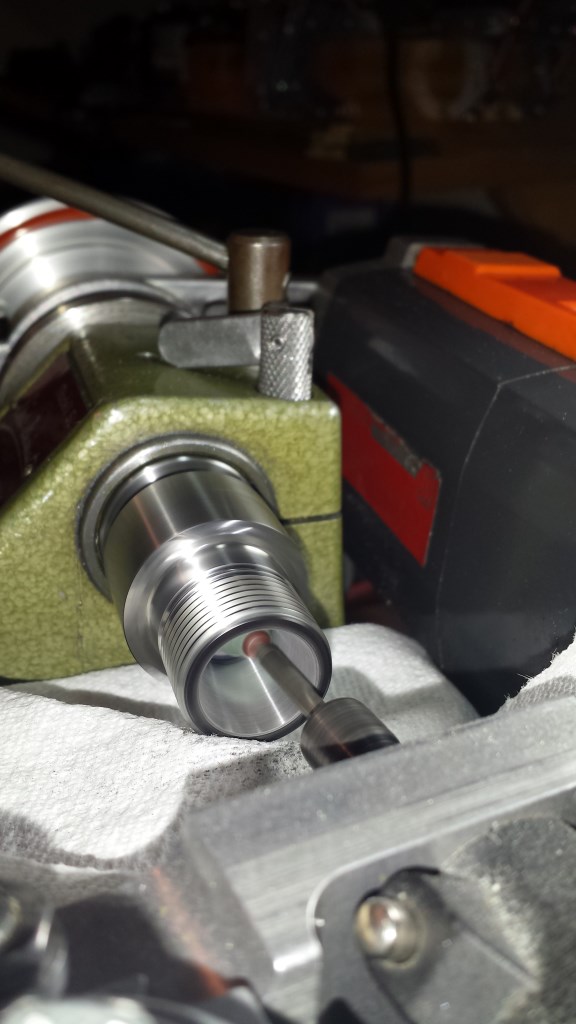
Improved Unimat Headstock Spring Cups
This is just a short note about another improvement. I never really liked the crudely made pressed aluminum spring cups that are factory installed on the Unimat SL lathes. I replaced these with a new set machined from 1018 Cold Rolled Steel. This was just a cosmetic improvement but long overdue considering I bought this lathe new in 1970. The machining was performed on my 12" swing lathe because it is faster but the 3" swing Unimat has the capacity to do this machining.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}