
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



Hi All
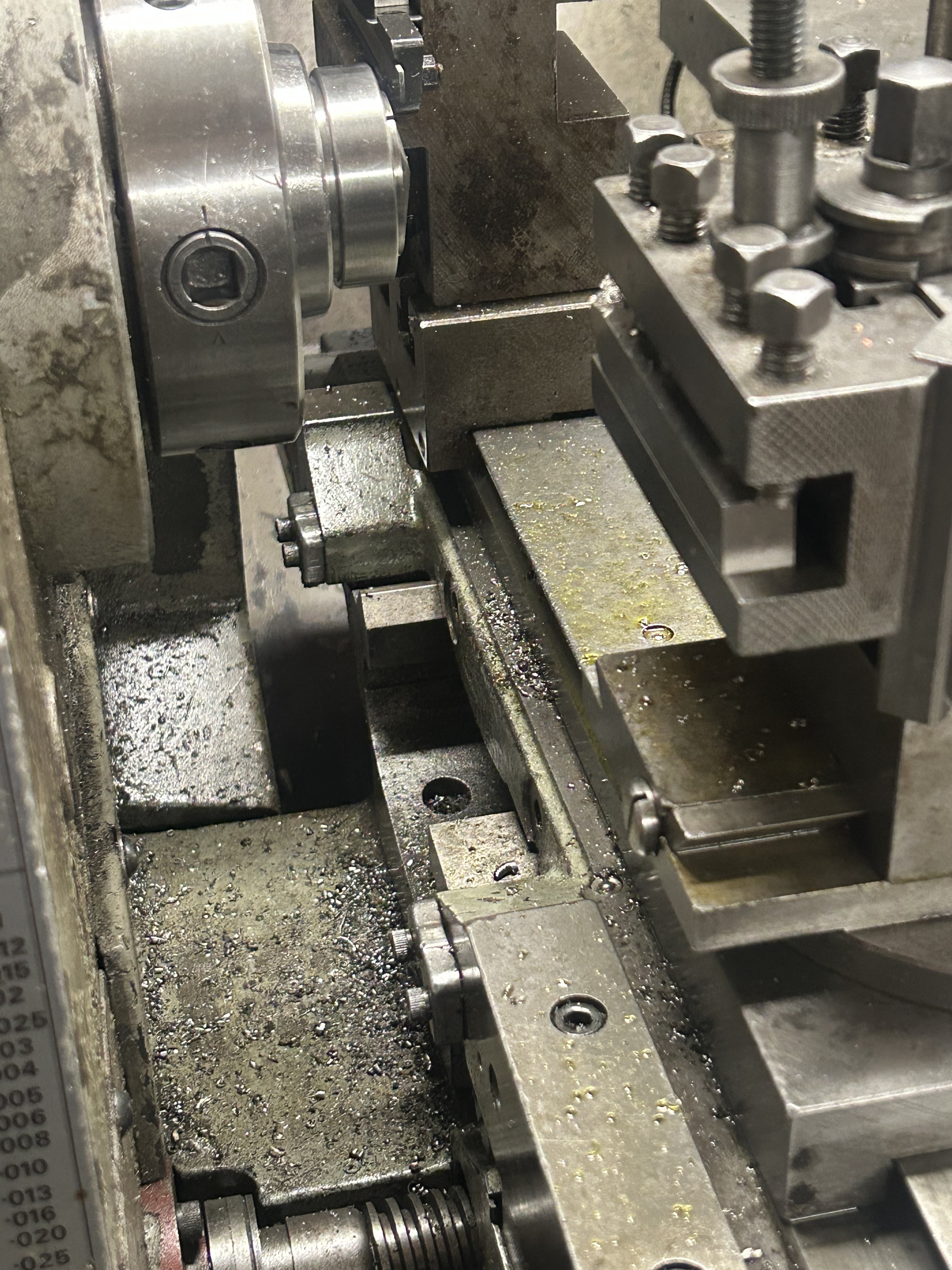
I am a massive fan of stops on my lathe. So when I use my Acrogrip lever operated collet closer the bed stop is unable to be used as the chuck is removed and a collet closer fits in the headstock. As this is a gapped bed model lathe, the bed doesn’t allow the stop to fit close to the headstock. (See photo below)
Bed of lathe doesn’t extend to headstock.
So I decided to make a multi stops which could also be used to trip the power feed.
This was made a lot easier as Colchester made a multi stop which is shown in the official manual. I have never used or seen one but this gave me a good starting point to design my own.
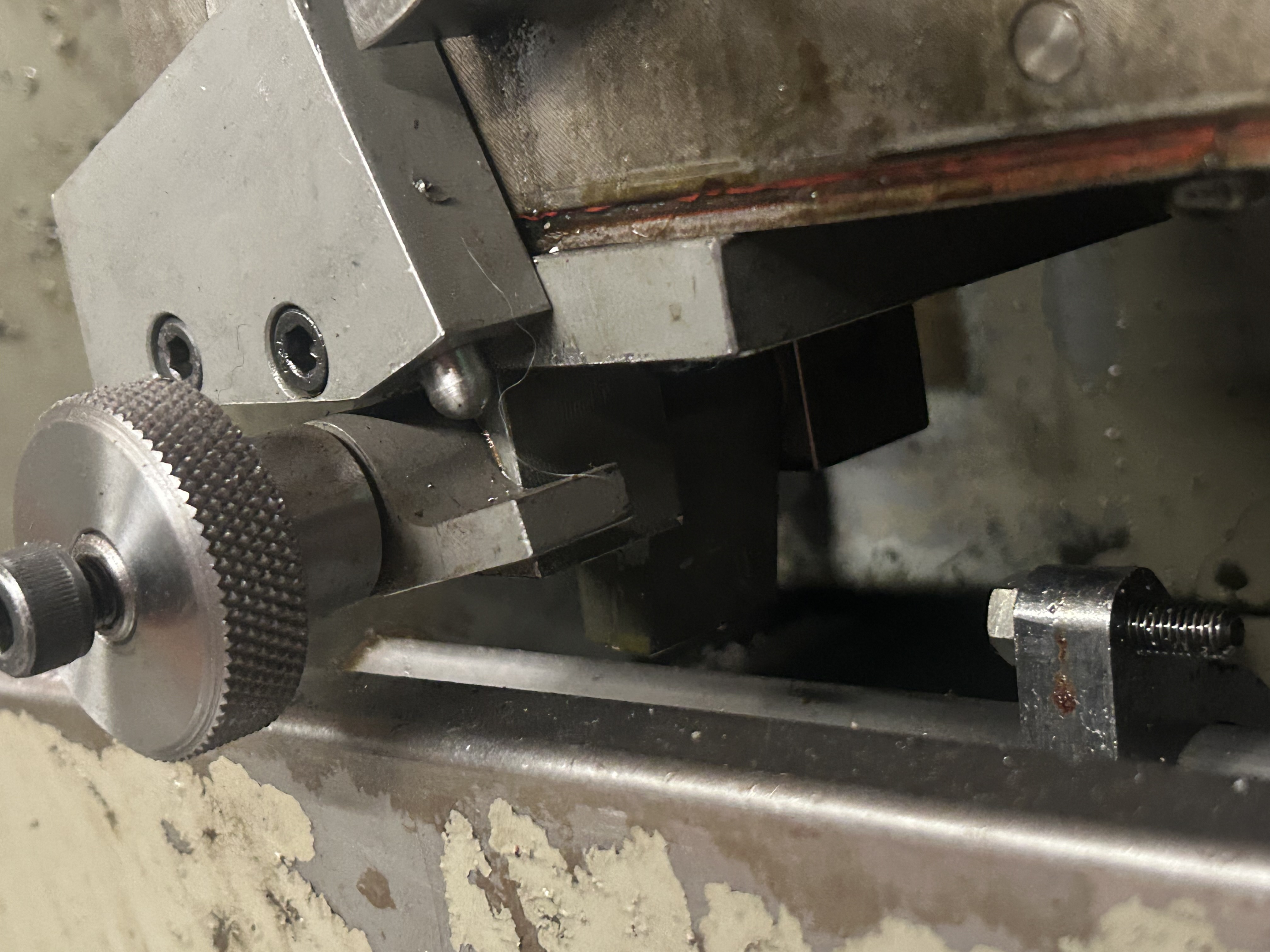
The stops are operated by a lever at the tailstock end with a ball bearing detect giving a positive indexing rotating the shaft to the desired stop. The six stops are fit with a stud so fine adjustment can be achieved. A paddle hits the stops under the carriage which then activates a push rod to disengage the feed lever. When the stop mechanism is not in use the paddle can be swung out of the way so the carriage can move with no engagement of any of the stops.
The accuracy of the trip system is 0.01mm. So with careful setting, parts can be easily manufactured to the correct lengths with great repeatability.
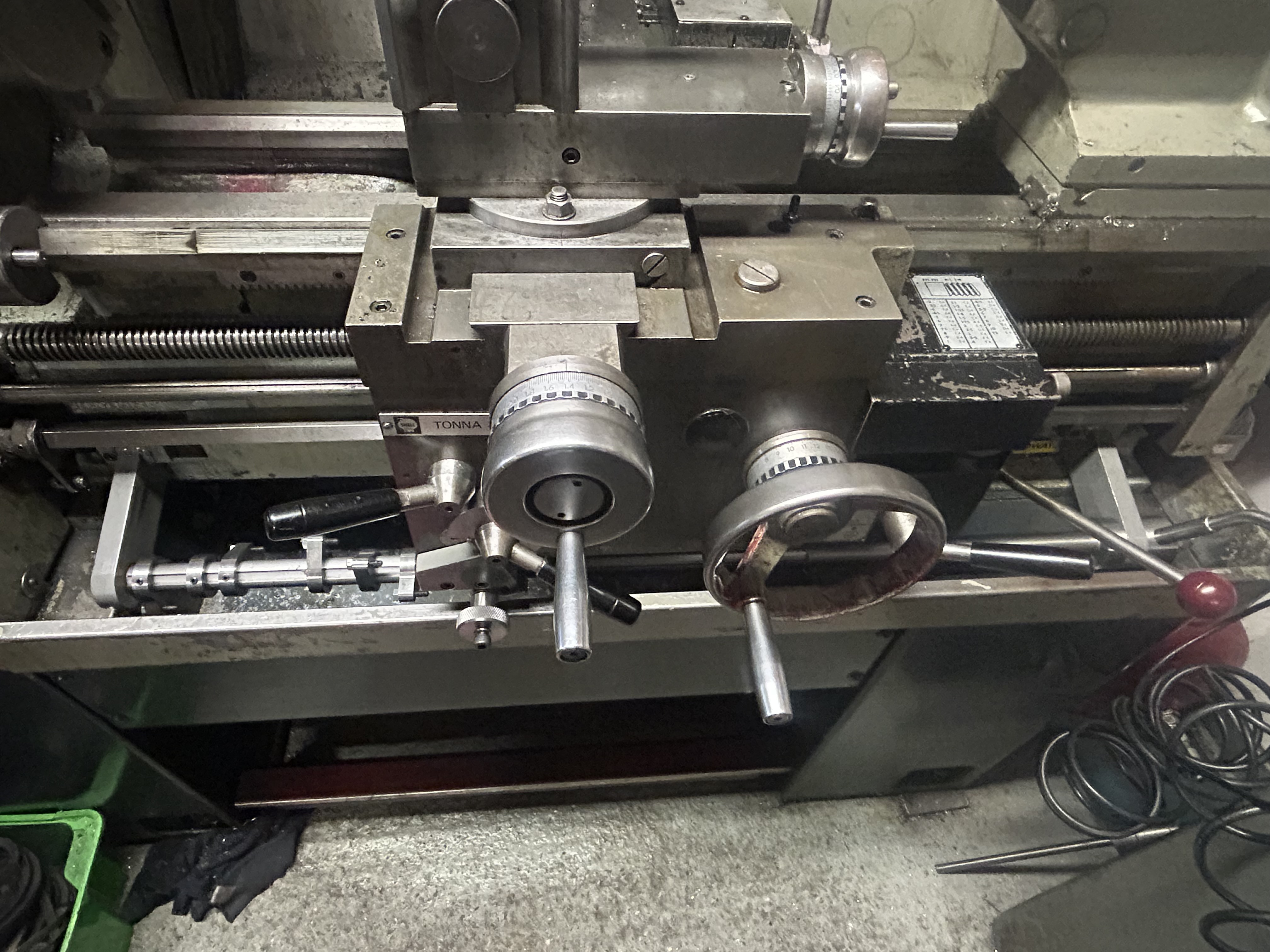
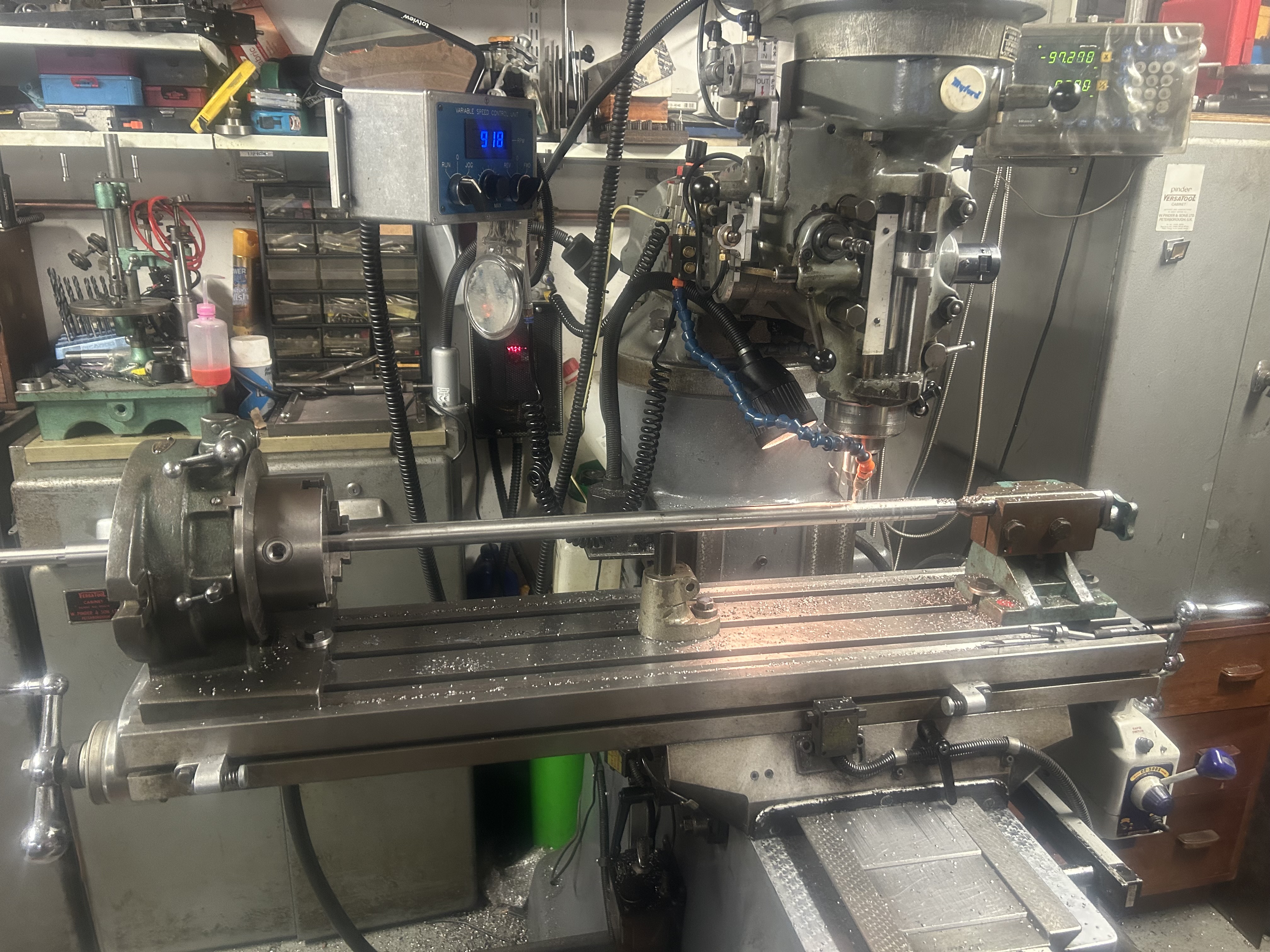
The photos below show the multi stop installed on the lathe and some of the building of the unit.

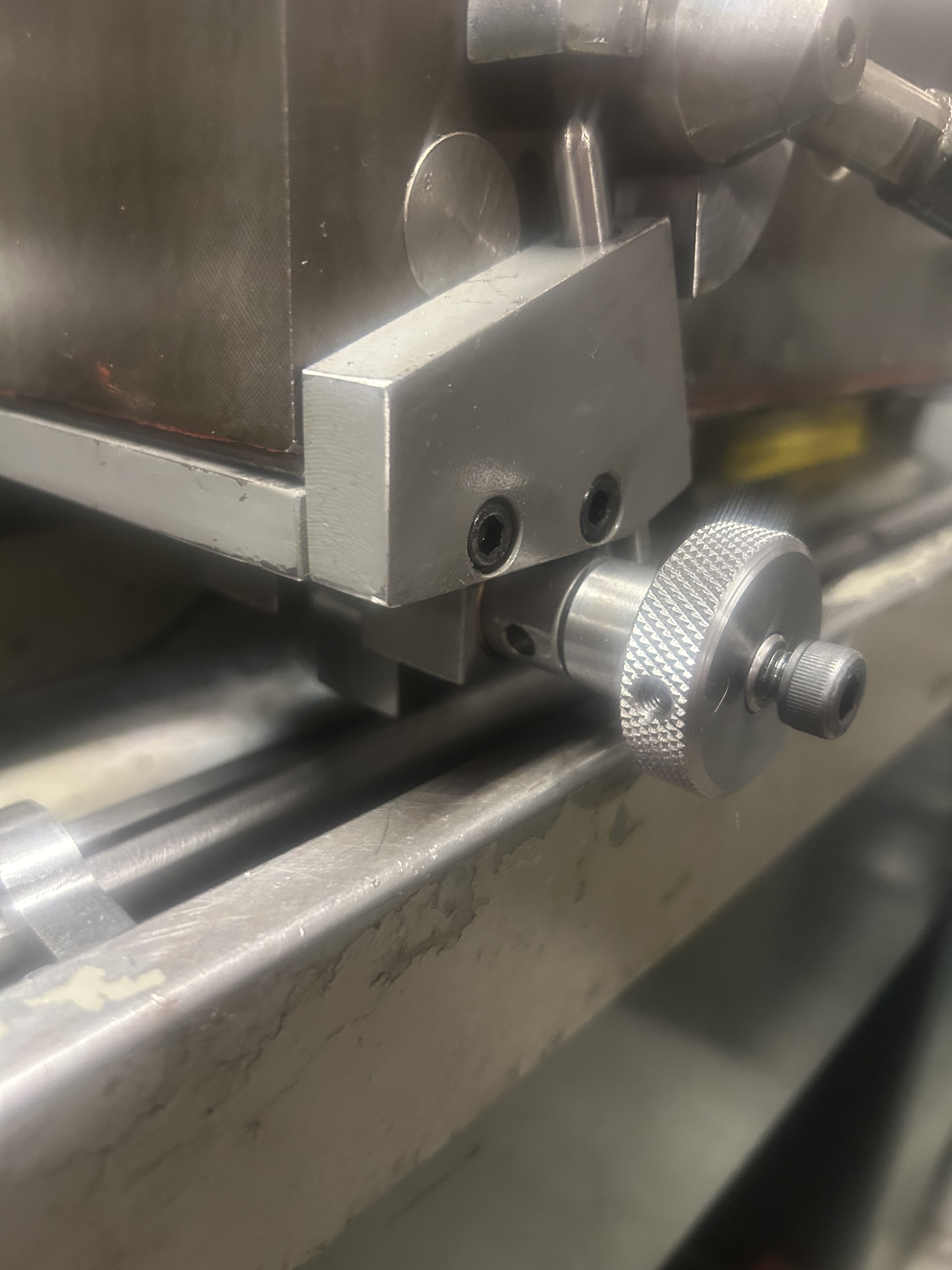
Completed multi stop installed.
Machining slots in main shaft.

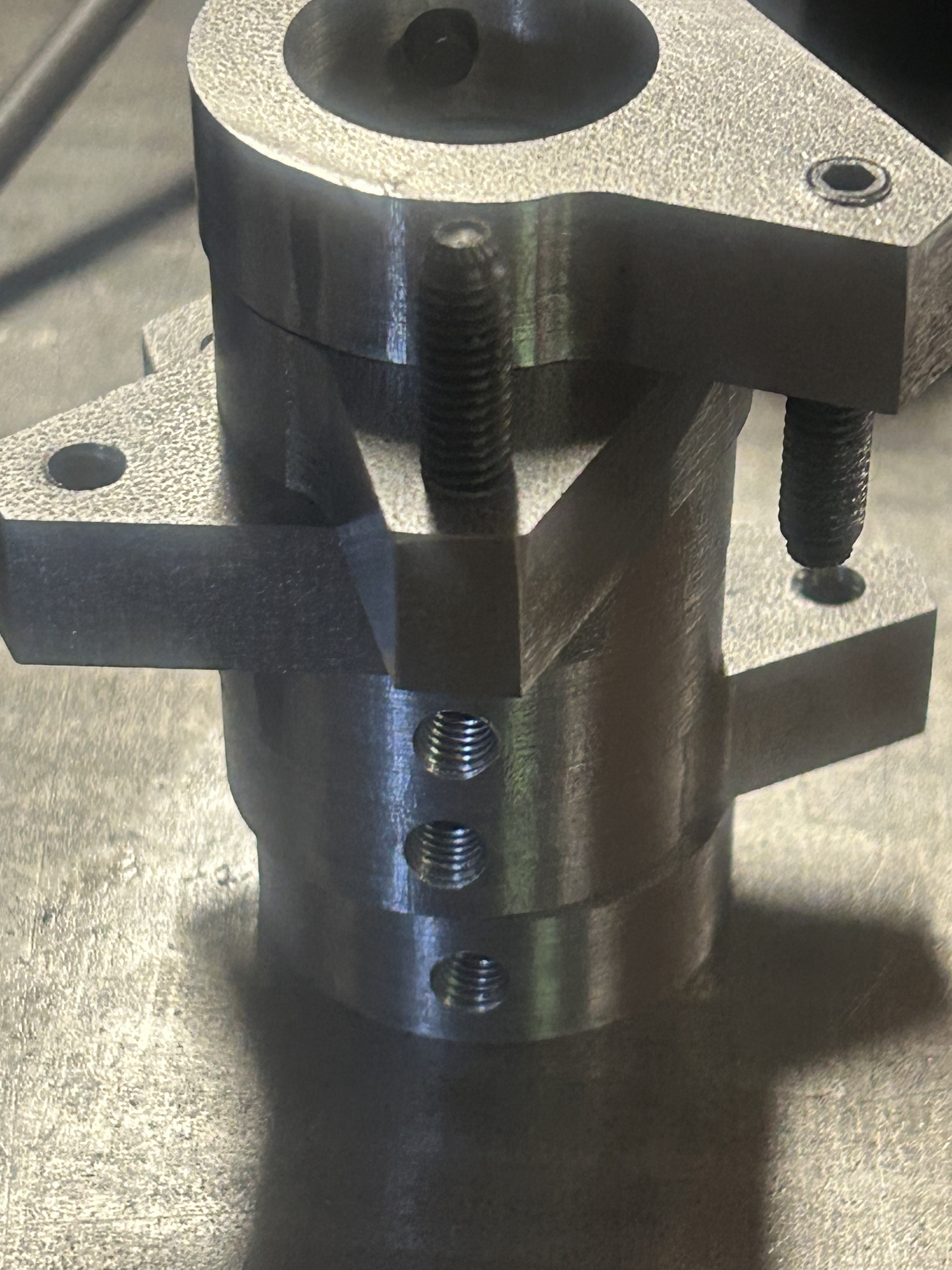
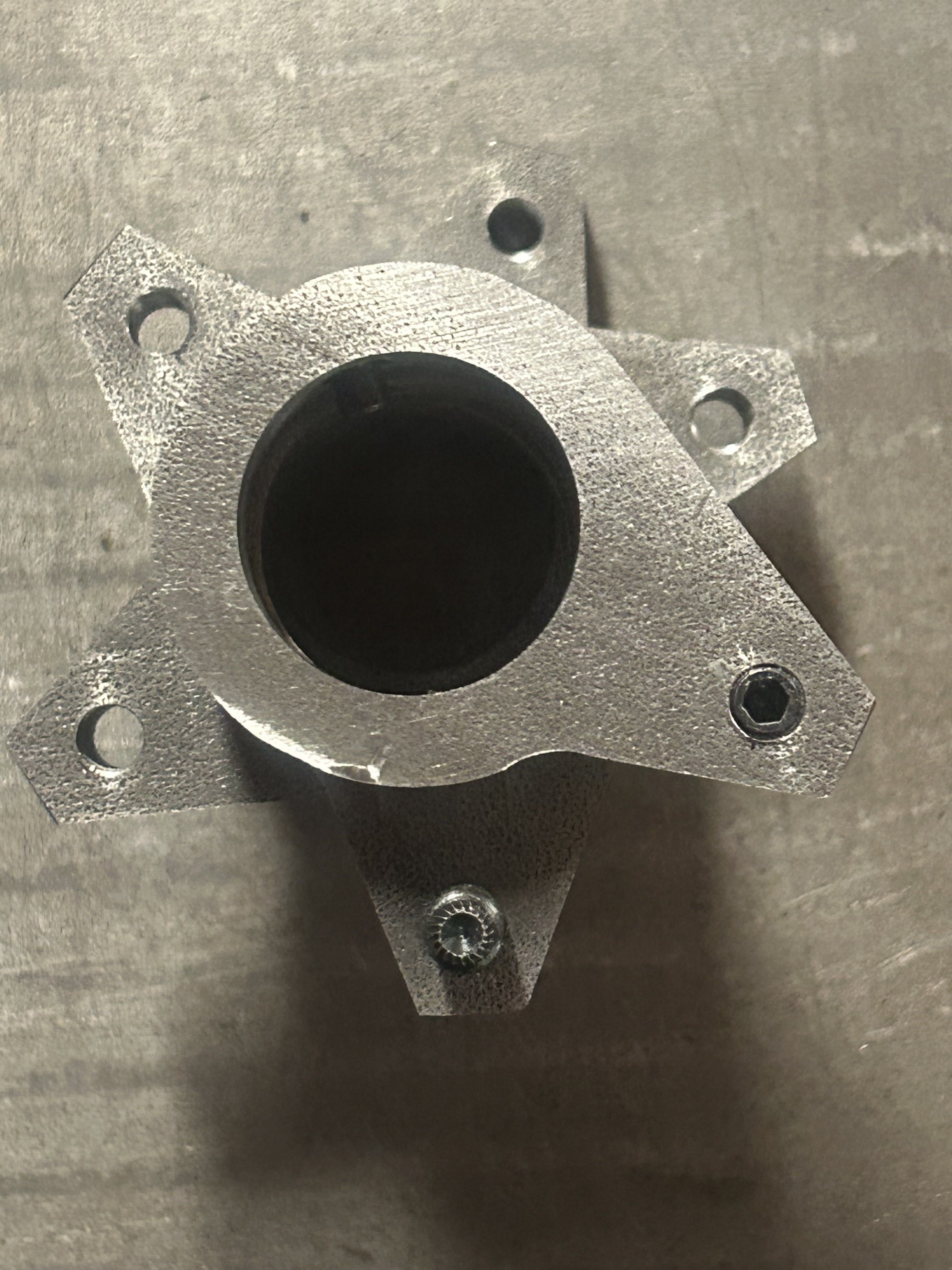
Two stops fully machined. The key pad aligns the stop on the main shaft and locks the stop in position along the shaft.
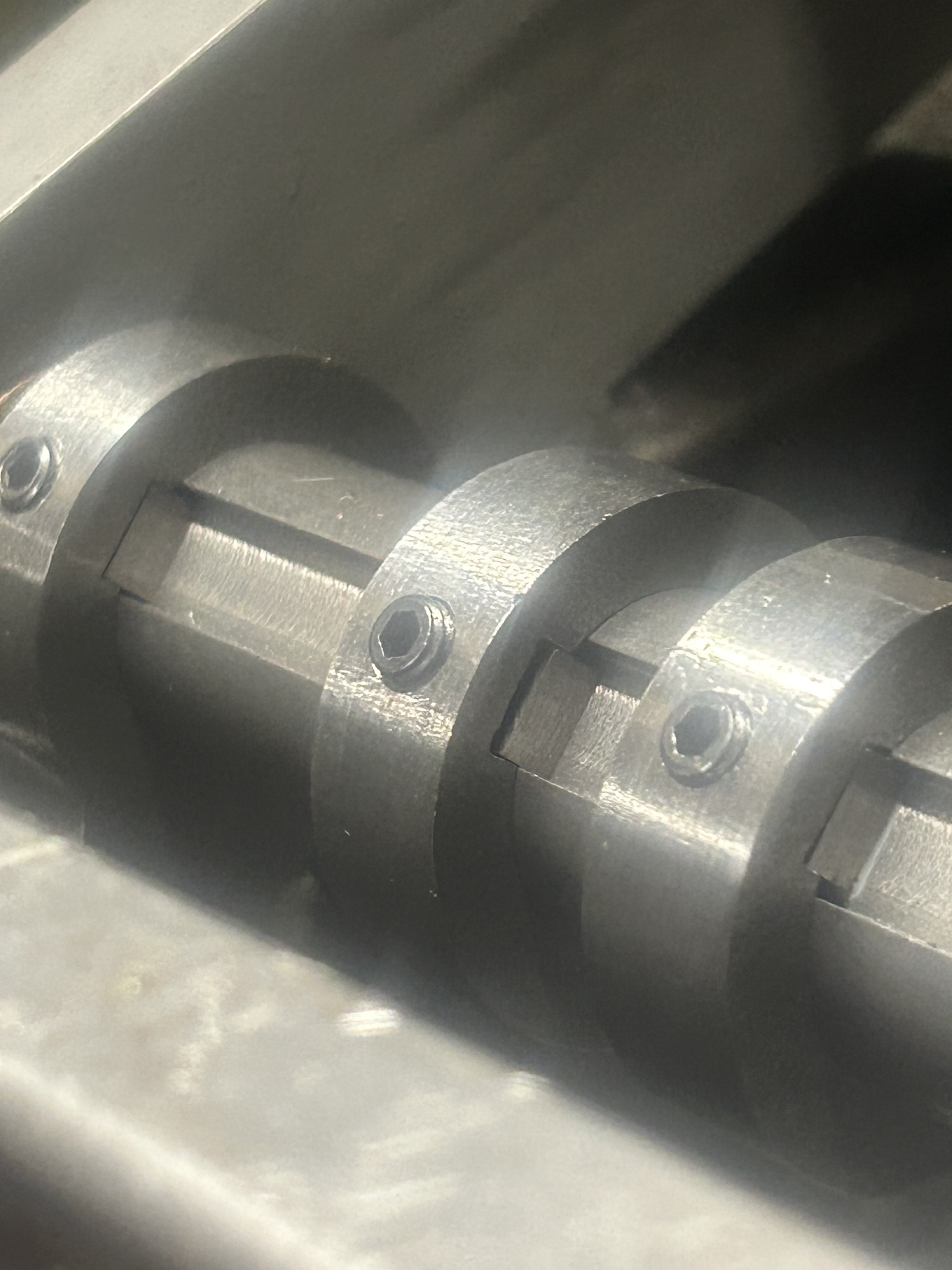
Stops fitted to main shaft.
Stops locking grub screws on to key pads.
Stop selecting lever (X6 position)



photos of the trip mechanism to disengage feed.
Thank you for viewing
The Home Engineer







 Reply With Quote
Reply With Quote





Bookmarks