Revolving drill head.
https://diqn32j8nouaz.cloudfront.net...rill_head1.jpg
https://diqn32j8nouaz.cloudfront.net...rill_head2.jpg
1:00 video:
https://www.youtube.com/watch?v=iAJVIywM7DI
More: https://www.romai.de/en/machine-comp...ver-drill-head
Printable View
Search for info about a Burgmaster - they were a real operations speed up in the days before CNC.
Interesting, good call! Here we go:Quote:
Originally Posted by Crusty
https://diqn32j8nouaz.cloudfront.net...ster_drill.jpg
1:56 video:
https://www.youtube.com/watch?v=jsZ628Vixig
7:30 video:
https://www.youtube.com/watch?v=J4FEmIIi_90
VintageMachinery.org has a good page with Burgmaster documents here: Burgmaster Corp. - Publication Reprints | VintageMachinery.org
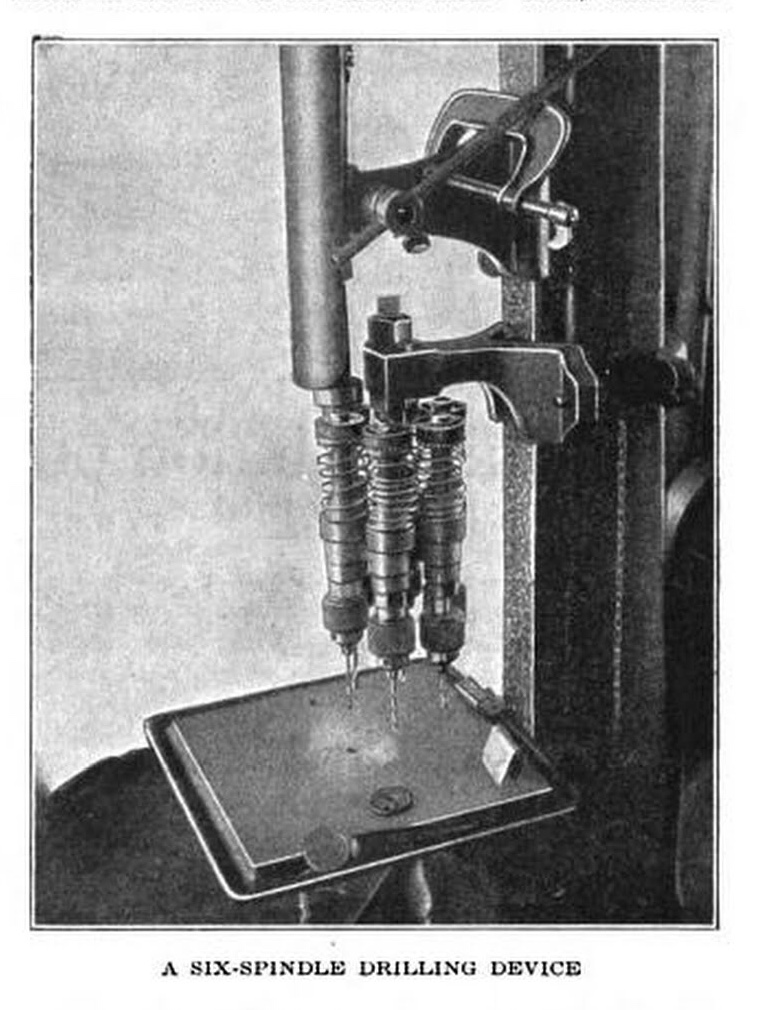
Similar system from the 1920s by Charles Cuno of Meriden, CT, that I noticed looking for something else. I think I saw pictures of small lathes with revolving drilling tailstocks like this, too.
Attachment 30249
https://books.google.com/books?id=Mr...page&q&f=false
Edit: I guess I misunderstood what the pulley was for on this Sloan & Chace tailstock - though run by the overhead belt drive it just advances the turret to the next station.
Attachment 30295
The also non-rotating Stark tumble tailstocks have a similar look to the Cuno drill, though. Stark Lathes Page 2
Yes please.
Those little Burgies, I think they are model #00 had a two groove sheave. 9000 rpm for a .011 drill is far better than 3600 in a Bridgeport. A carefully organized process, in a proper fixture can still give CNC's a good race.
1st off nothing moves 18 inches for a tool change. Like process streamlining mentioned, with a rail, the operator's positioning in concert with indexing turret.
Time was, such workers enjoyed intense production work. I enjoyed designing tooling they could do that with.
{kind=link}
{kind=link}