
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


I have recently had the need to machine a 25mm metric thread up to a shoulder with a minimal undercut.
As I have to use conversion gears for this the half nuts must remain closed so stopping the lathe precisely was going to be a problem, I decided to run the lathe in reverse and start at the undercut using a rear tool post.
Problem No 2, I have a screw on chuck which could unscrew at any point with this setup.
I have seen people resort to drilling through the back plate into the mandrel register and relying on a cap screw to prevent this, this is bodge at best and cannot be repeated with another chuck with any accuracy.
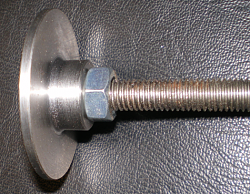
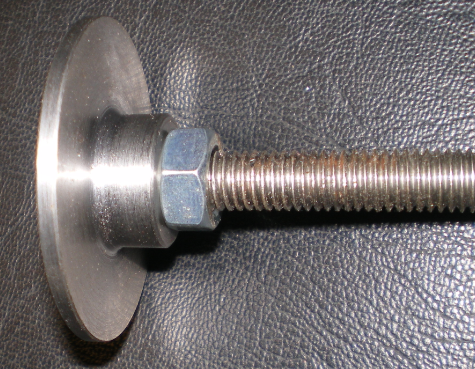
I decided to machine a .125 deep recess into the chuck back plate and make a clamping disc which is threaded, peened over and lock nutted to a length of 8mm all thread through the mandrel so clamping the back plate firmly against the register.
This does involve removing the chuck from the back plate to fit it but it is a small inconvenience for the sake of peace of mind and can be used with all four of my chucks.


 Reply With Quote
Reply With Quote

Bookmarks