
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


This is a follow up of a previous post about deep drilling and especially step drilling for roughing out a conical bore :
http://www.homemadetools.net/forum/%...out-bore-67249
In this article, I explained that the best thing to do was to first establish a guiding hole with the smallest diameter.
I used to do that with a long and thin 4mm diameter gun drill.
Unfortunately, maybe I was too much in a hurry, but I ended up breaking this gun drill.
So here is how I do it now :
-1) I use a 1/4" gundrill, as deep as I can, but not all the way through.
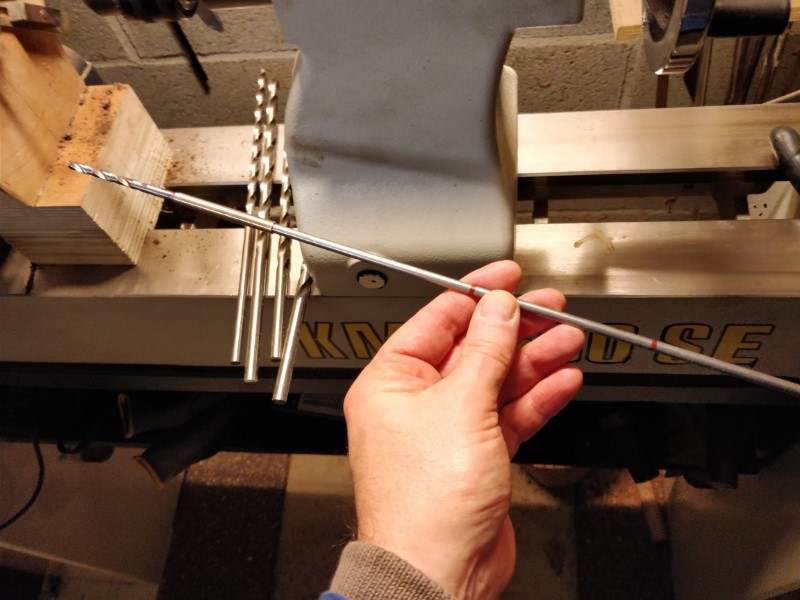
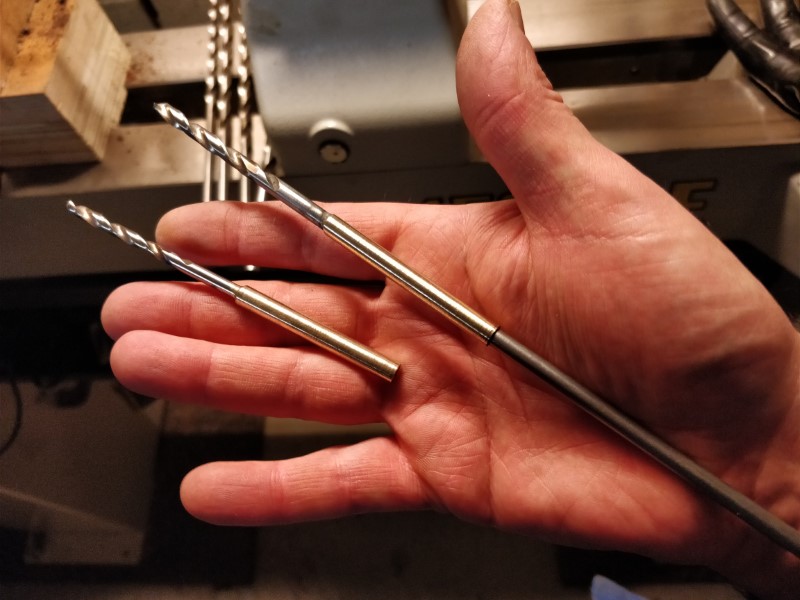
- 2) Here comes the new tool : I use this "stepping down" drill bit extension, in order to establish, after the 6.35 hole, a well centered 4mm diameter second level guiding hole.
-3) If not long enough, I finish the hole with a 4mm D-bit, which is much more easy to drive at this depth thanks to the 6.35 initial bore in the first part of the hole.
-4) I use the second setp down head to get an intermediate 5mm diameter step, between the 4 and 6.35.
It is basically a brass extension shank, silver brazed on the shank of a standard good quality metal drill bit.
Once brazed, I put the drill bit in the lathe chuck, and turn down the brass to 6.35 mm. Doing so, I am sure there is a perfect concentricity.
Then I tap the end of the brass to M5, in order to screw an extension rod, which is threaded M5 at the end.



 Reply With Quote
Reply With Quote

Bookmarks