-
Tailstock power feed - video
-
Sensational!
Built-in feature of many larger turret lathes, non-existent [FAIK] on engine and toolroom lathes.
Yet certain types of work, it'd be a welcome addition.
So we did.
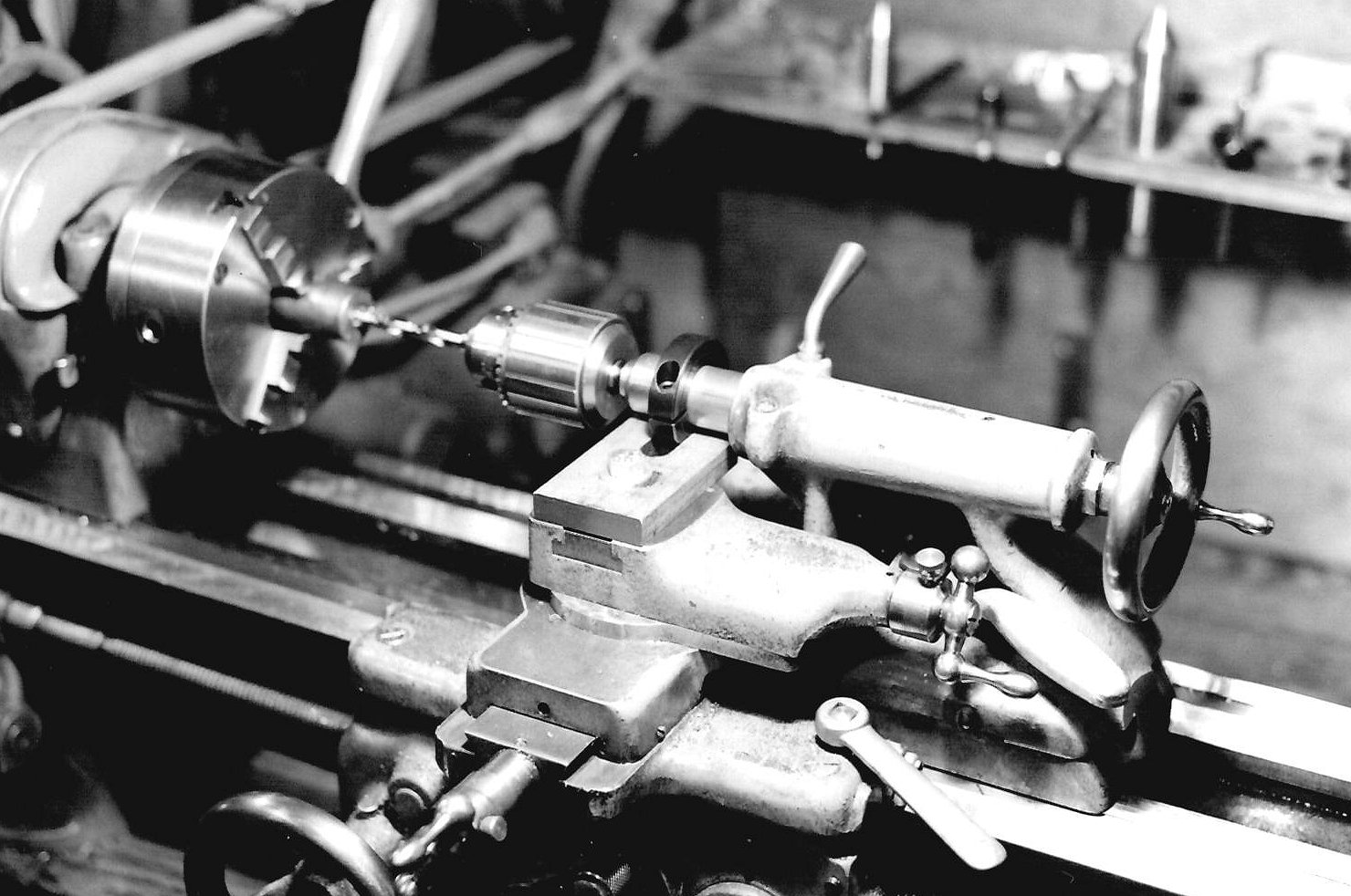
Drilled/ tapped edge of carriage and tailstock, threaded in screw hooks, stretched length of chain to hooks, engage carriage feed. Included big lathes, so big a crank moves tailstock.
There, saved folks 27 minutes. And a few bucks in material.
-
I can see this being a very advantageous modification, my only concern is the tailstock being lifted off the bed on one side due to torque twist under operational loading.The tailstock on my lathe, which was built in the Far East, will lift of the bed if not locked down whilst undoing the drill chuck if I give the key a hefty twist.
On the other hand I have had a problem with the tailstock slipping backwards under load when using large drills, I fabricated a larger clamping block but the problem is not totally gone, but I can see this modification would definitely improve things if it can be used in conjunction with the tailstock clamp and the saddle lock.
-
2 Attachment(s)
I posted this in another thread some time ago, but this was a somewhat simpler approach I took.
I got a two piece clamping shaft collar with an ID the same size as my tailstock spindle. Then I made a forked bracket that engaged the shaft collar as shown in the photo. Just slightly loosen the tailstock clamp and let the carriage pull it along at the desired feed rate.
Attachment 39816 Attachment 39817
-
The clamp on quill [tmate3, post 4] is nice because quick arrangement from start to usable.
All of a sudden I'm picturing a twist for these. Carriage still tows the tailstock, but also compresses a coil spring.....retracting a short distance at feed disengagement for peck drilling, the real technique for deep drilling.
Normally, I use the quill handwheel while disengaging to break chips. Not a difficult coordination, but involves both hands.
Far as concerns about tipping tailstock; part is where the towing gear attaches, very slight clamping also helps. Lathes referred to not so much an issue, and no one expects to proceed without a pilot hole. A properly sharp drill at correct feed rate with chip removal produces a clean dang hole.
-
Quote:
Originally Posted by
Toolmaker51

The clamp on quill [tmate3, post 4] is nice because quick arrangement from start to usable.
Normally, I use the quill handwheel while disengaging to break chips. Not a difficult coordination, but involves both hands.
Is it easier to use the tailstock quill to break the chips rather than use the compound slide? I assumed that the feed would remain engaged throughout the drilling breaking the chip as it goes along using the tailstock quill or compound slide. Is it possible to use the backlash in the saddle feed to break the chips? Pushing the saddle forward occasionally as it feeds to give a thicker chip then the backlash would dwell the carriage to break the chip.
-
Method described ''tows'' tailstock with carriage, linked by chain. Using carriage engagement (feed screw, not lead screw) pulls drill into material, breaking chip can be a little torque on handwheel, or disengagement. Will depend on material and removal rate. With a proper sharp bit, it practically bores the hole. Same can be done with tailstock quill in right hand, keeping left hand ready to disengage, need be.
Once again, material, size & feed/ speed rates are a factor.
Lathe referred to, a 16'' Pacemaker; won't abuse it but she'll work harder than I'll be tempted push for. Things run best at about 70-80% of production output, per load ammeter.
{kind=link}
{kind=link}