The best is usually the simplest and most efective
The only tool settersI saw in 40 years as a prototype machinest, instructor and master machinest are the ones supplied with the Hardinge lathe. They are simple and well made.
Now after all my working years I rarely used anything to set the tool hight. You can usually tell by the way the tool is cutting. When facing you'll leave a stub if you are too low and if you are too high you won't be able to cut to the center.
The "Calibrated Eyeball" is often used and being within a few thousandths is close enough for most jobs. When you are doing precision work and need to be "very careful", that's when you use the scale against the round part of the work or something on the tailstock that is on center.
Another trick is when you are facing a part and cut low, reset on the small remaining stub by eye and you'll be very close to "on center".
Thnx
Jonny
Quote:
Originally Posted by
thehomeengineer

Hi All
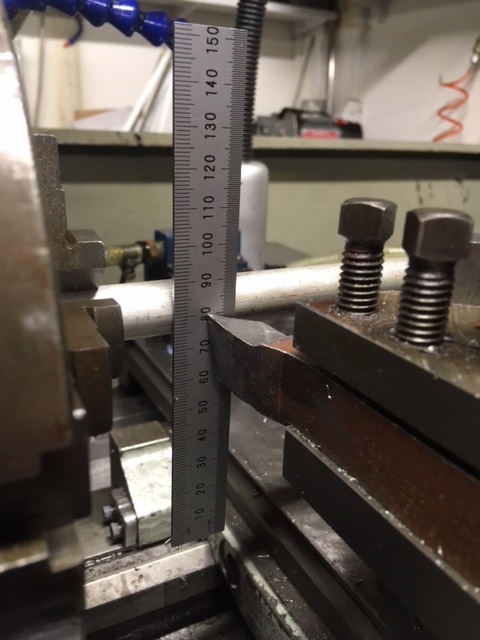
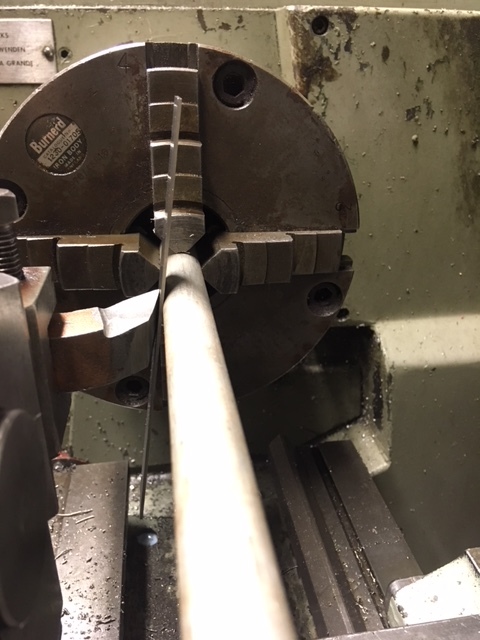
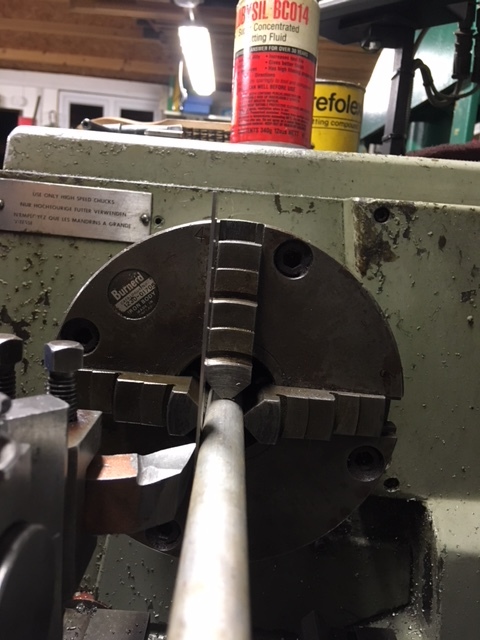
I have seen a lot of lathe centre height setting gauges. (which I might add are nicely made) I usually set my tools against the revolving centre or dead centre from the tailstock. If I need to set a tool half way in to a job which is supported by the tailstock I use the following quick fix. I use a steel rule and simply set this between the work piece and the tool to be set. If the rule leans forward the tool is to high and if the rule leans back to low. So, when the rule is upright the tool is on centre height and therefore, the cutting edge must be at a 90-degree tangent to the centre line/height of the machine. Simply and very quick.
photo showing rule between component and rule
Attachment 22297
Tool to high
Attachment 22298
Tool to low
Attachment 22299
Tool at centre height
Attachment 22300
Thank you for viewing
The Home Engineer
{kind=link}
{kind=link}
{kind=link}
{kind=link}