 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks
Thanks Toolmaker51! We've added your Die Set to our Metalworking category,
as well as to your builder page: Toolmaker51's Homemade Tools. Your receipt:




Thanks Toolmaker51! We've added your Die Set to our Metalworking category,
as well as to your builder page: Toolmaker51's Homemade Tools. Your receipt:

Thanks Toolmaker51! We've added your Bender Handle Modification to our Miscellaneous category,
as well as to your builder page: Toolmaker51's Homemade Tools. Your receipt:

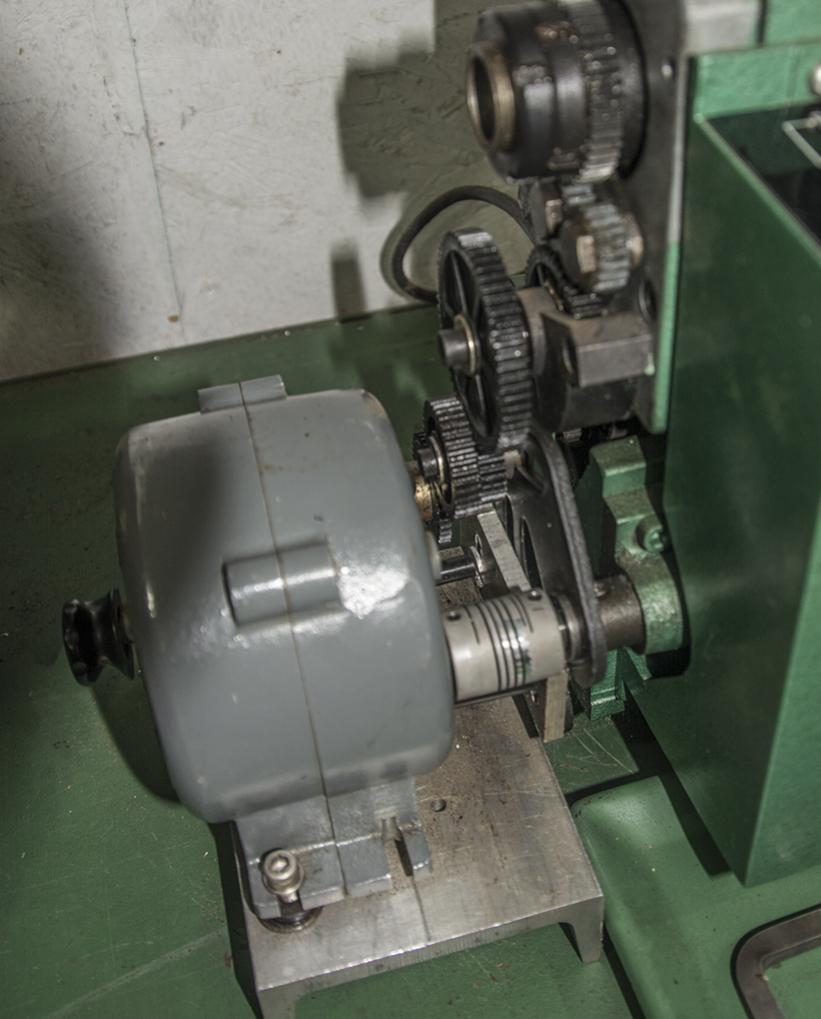
I have a Harbor Freight 7X10 mini lathe that was almost useless when I brought it home from the store. I think the designer had seen a lathe and knew what they were for but had never used one. There were many problems with the lathe but the basic structure was sound so I set about making improvements. My first mod was the gib that was on the back side of the saddle. That was made of cast iron and when adjusted it broke. Replaced that with a piece of bronze. The tailstock as supplied was not accurately adjustable for center. I added an adjustment screw and better clamping. The carriage cross slide travel was rather short so I extended the travel by an inch (see "Gordon Scott's Cross slide Mod", that's me!). The top slide was functional but very sloppy so I replaced it with a Cleveland slide. While the change gears available for the lathe are versatile they are not handy! I added a leadscrew gearbox that while not as versatile as change gears, permits a nice range of thread cutting and a superb selection of cutting speeds. It will cut 8,16,24,32 and 40 TPI and has an additional 5 speeds for cutting as slow as .002" per revolution of the spindle.

Captainleeward (Nov 14, 2016), Paul Jones (Nov 17, 2016), PJs (Nov 15, 2016), Toolmaker51 (Nov 15, 2016)

Bravo bravo my thoughts exactly.......
Iconoscope (Nov 14, 2016)

...and that's by same general guys who have a 'navy' we're worried about? Hells bells; if a going and apparently profitable industry can't produce an engine lathe; with hundreds of well designed machine examples to reverse engineer and copy, how do they generate vessels complicated as surface combatants, let alone subs?Originally Posted by Iconoscope

OK, that little vent is over.
Great job on the up-mods to the 7x10 lathe. Bronze gib is common to first rate machine tools, a great dissimilar material choice. Good steel is often used, probably in the range 1045 or so, but I've seen cast iron on occasion. Always an issue to store and handle, hard to see logical design, two similar materials in sliding close contact?
Also excellent use of a heli-flex coupler from box to lead screw, regardless how well you were able to align radially/axially. Did they provide for a shear pin in their connection from final drive to lead screw?
And I croaked laughing about Cleveland slide. That likely had more design + process engineering work than they spent on entire lathe, not to mention how long ago; all slide rules, scales, and vellum! Likely a bit of hand fitting as well.
One little correction. Use of original change gears or new box allows feed selection.
Speed refers to RPM in machine tools, whether rotating material (ie lathe), or a cutter (ie mill). Accordingly described as strokes or inches per minute for linear cutters (shapers, planers, band saws, etc).
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
Iconoscope (Nov 15, 2016), Paul Jones (Nov 17, 2016), PJs (Nov 15, 2016)

Thanks for the encouragement! Indeed, the proper term can only be "feed" instead of speed. There is no shear pin and that is a potential disaster waiting to happen. I would like to devise an adjustable means to disengage the half nut when the carriage approaches the chuck or face plate, but that may not be feasible on this lathe. A better solution would be to drill a small hole through the leadscrew shaft where the coupling is and use an easily sheared brass or copper wire to maintain coupling instead of the set screws currently used.
PJs (Nov 15, 2016)
[QUOTE=Iconoscope;79244] There is no shear pin and that is a potential disaster waiting to happen. I would like to devise an adjustable means to disengage the half nut when the carriage approaches the chuck or face plate.[QUOTE]
You'll need to complete a short list of details:
1] Wire will be unsatisfactory unless you can calculate torque [by diameter and grade of material turned x deepest cut acceptable x appropriate feed rate] of the lead screw at full load, in to select section diameter to withstand that shear force.
2] Wire requires close fit to drilled AND reamed hole, or you'll endure backlash issues. A taper dowel would be more conventional. A small OD rollpin would be decent alternative. Rollpins are hardened spring steel; shearing is certain to raise a burr between shaft and coupling. A simple fixture bored to lead screw OD, clamped by a pair of machine screws, and a predrilled guide hole is one solution. Assembly could be removed to mill or drill press.
3] Typically and intentionally that will not be physical centerline, when pin breaks, correct 180 reorientation will be unmistakable. Use a ball endmill for starting pocket. Cutter geometry resists deflection better than web of center drill off-axis from apex of round stock.
SOME lathes use a face clutch. In general, that's radial teeth of gear profile or 45 degrees rigidly fixed to one side. The other side is pushed into engagement by coil spring(s) backed by a simple adjustment, a threaded nut. Increase the pressure until the bare minimum of positive engagement is attained.
Some larger lathes arrange a projection through bottom of carriage that tips off feed of X axis. Can't think of many examples for threading. Adding instantaneous action seems problematic to equip carriage thus.
Then sell it back to HFT engineering at a serious $$ premium.
As usual, I invite email/ posts with questions on anything unclear or neglected.
Last edited by Toolmaker51; Nov 16, 2016 at 07:05 PM. Reason: embolden portions of qoute, expand details
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
Iconoscope (Nov 17, 2016)
, But I found a better solution. I will implement a mechanism to open the half nut when the carriage approaches the headstock. I have the method mostly worked out and will soon have it installed!
Thanks for your input!! "Pin It")
All valid considerations, most of which occurred to me. Some manufacturers use a nylon rod for a shear pin (Taig), But I found a better solution. I will implement a mechanism to open the half nut when the carriage approaches the headstock. I have the method mostly worked out and will soon have it installed!
Thanks for your input!!

Maybe I'm missing something but it seems to me that a shear pin should not be made of a ductile material, lest under overload it deforms to the point where it's difficult to impossible to remove it. Wouldn't a brittle material that breaks cleanly under overload be a better choice?
Toolmaker51 (Nov 18, 2016)

This sounds like an interesting fix. Can't wait to see it.
Paul Jones (Nov 17, 2016)
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions



 Reply With Quote
Reply With Quote

Bookmarks