Oh forgot. If this brake can bend 5mm that's 3/16 that should do me
Printable View
Oh forgot. If this brake can bend 5mm that's 3/16 that should do me
Hi G.Paul,
You can see 2 of my post here at HomemadeTools.net
a. Ring Roller Bender with Hydraulic Assist (DIY)
http://www.homemadetools.net/forum/r...sist-diy-37027
b. DIY Metal Bender
http://www.homemadetools.net/forum/d...l-bender-37753
Hope to help.
Regards
Bill
Hi G.Paul,
You can see 2 of my posts here at HomemadeTools.net that can be helpfoull to you
http://www.homemadetools.net/forum/d...l-bender-37753
http://www.homemadetools.net/forum/r...sist-diy-37027
Regards
Bill
No, 5mm is to mucth for this brake.
You need a Hydraulic sheetmetal brake.
These are some photos with bends that have made it by this brake.Quote:
Originally Posted by kess
The sheet metal is Stainless steel AISI 304 at 0.70mm thickness.
Attachment 11557 Attachment 11558
Attachment 11559 Attachment 11560
Attachment 11561 Attachment 11562
Attachment 11563 Attachment 11564
Attachment 11565 Attachment 11566
Also you can watch the brake in action on this video:
https://youtu.be/NIxD03xrxyw
10 gauge is pretty ambitious for a standard style brake, you might want to consider a press brake. Many plans around for hydraulic press add on ones
.
One more. How did you grind the bending edgeQuote:
Originally Posted by dwbachor
Hi G.Paul,
Mount the clamp onto a flat and stable metal surface (I had use my hydraulic portable table) using two pieces of angle-iron (e.g. 30x30mm or 35x35mm.
Attachment 20914 Attachment 20915
Be sure that the hypotenuse (BC) of the triangle (ABC) of your clamp is absolute parallel with the surface of your base and do welds to keep it all in place.
Clean up the paint or the rust at the inner sides of angle iron about 10-15mm from corner. Paint with Aniline paint and wait for a while to dry.
Using a caliper or a Vernier, mark a straight line at the entire length on both inner sides at 4mm from the corner.
Attachment 20916
(Aniline paint is a very thin paint that used for clean and easy to view marks at metal treatment. You can make it, using 400ml Alcohol, 50ml Shellac, 18~20ml Aniline and very good shake.)
Place a square tube and lock it with clamps so as to using it as slide-base for grinder.
Place a flat bar 3mm thick onto the tube.
Attachment 20917
According to dimensions of your grinder the height of the slider (tube+flat bar 3mm) must be so as the grinding disk to be absolutely parallel to surface of base and be adjacent to both sides of angle-iron.
Don’t use a flat bar thicker than 3mm, but you can use a combination of bars one over the other, (the top bar must be the 3mm thick bar).
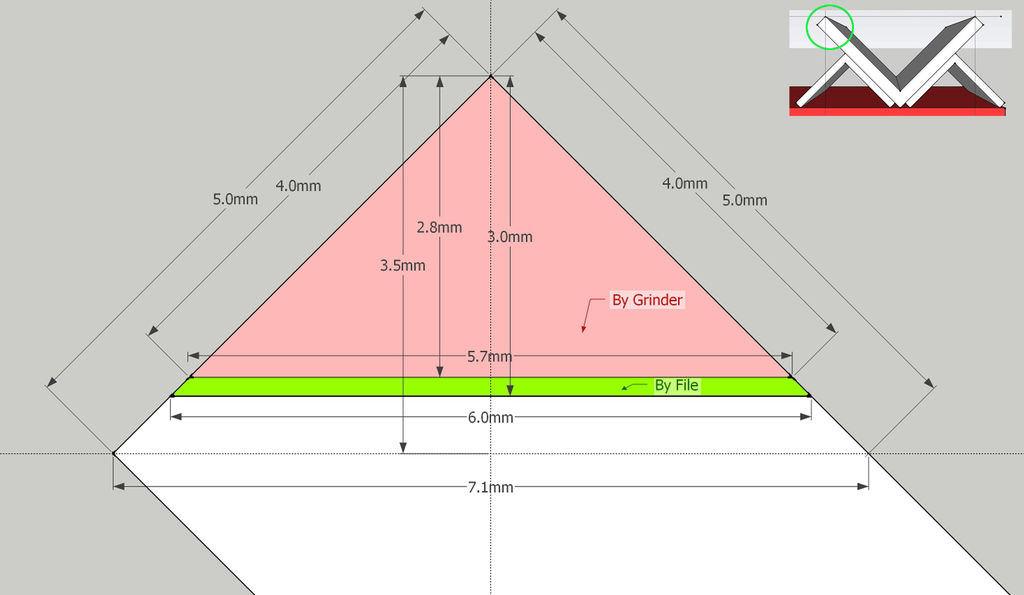
The total height of grinding is 3mm but we need to make only 2.8mm leaving the rest 0.2mm for the final sharpening by file.
So when start the grinding, watch the lines, and be careful, to not exceed the limits.
The use of a new unused 180mm grinding disk is required for best performance.
Start grinding sliding the grinder gently from one end to other.
At starting do not use any pressure on the grinder, let it work with its own weight, and then push it very gently and with the same pressure from one end to other.
If you are not sure that you can control your pressure just slide and let it to work alone. May be take little more time but we need a very good grinding without gaps.
After some passes and when the grinding sides, start to have different width or have already grind about 1.5mm of the height, remove the (3mm) flat bar and continue to slide the grinder direct up to the tube.
Attachment 20918
According to setup (main base, clamp, and grinder slide-base) the grinding axis is parallel to main base.
The more grinding, the most offset of the grinding axis to downwards,
(The center is: at the point that the grinders handle, be adjacent to the slider).
The side of angle iron that is closer to slider has less grind (or more height) from the far away side.
But we need 3mm grind at the both sides.
Removing from the height of slider 3mmt (the flat bar), the grinding axis will move upwards creating an opposite offset that equate the grinding height on both sides.
When the grinding axis becomes parallel to main base, then the height will be the same at both sides of angle-iron.
Using a flat file refine the last 0.2mm.
https://youtu.be/yzc3NvkaC5Q
Regards
Thank you Kess
Hi, Such great work Thank you .
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}