
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


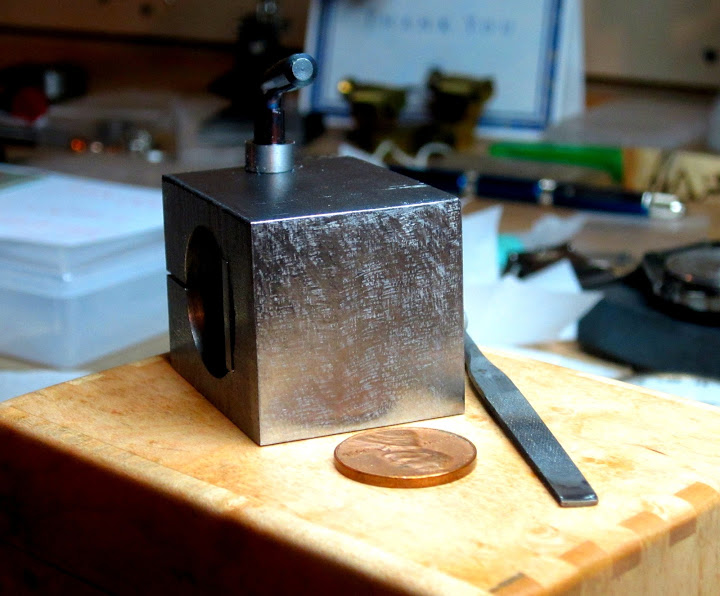
And here the locking lever has been bent, hardened, and tempered... and then installed:
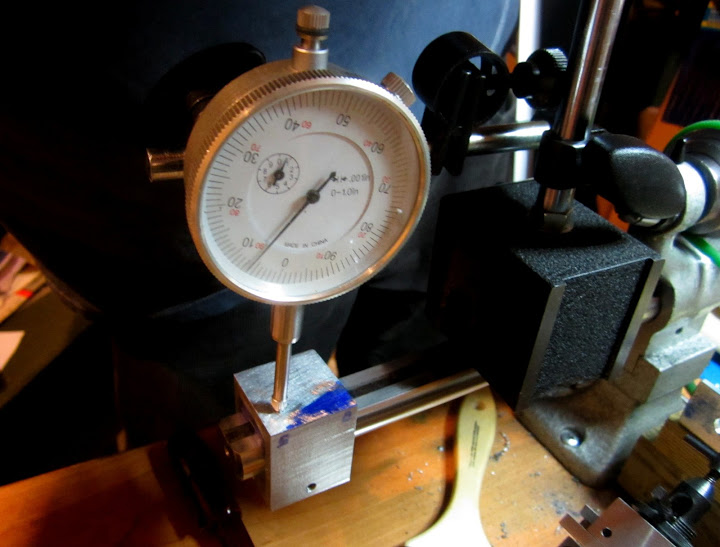
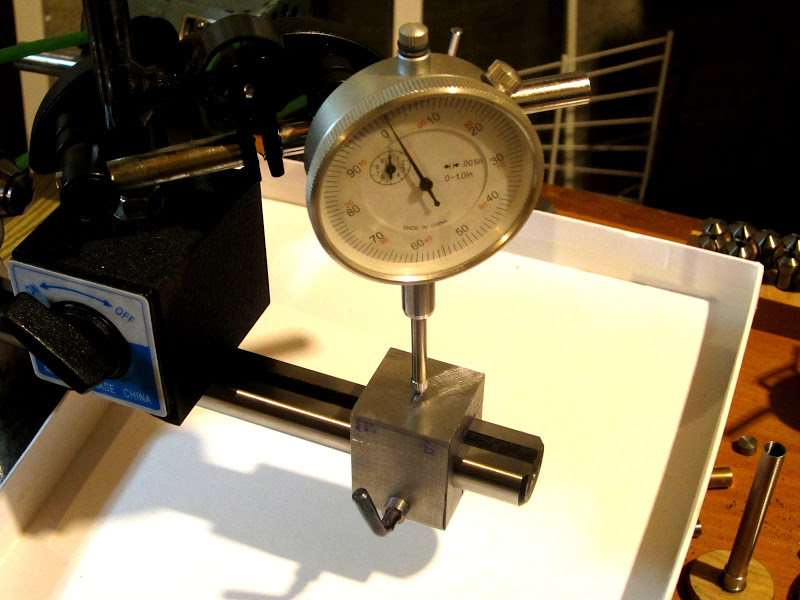
Now for the tedious work, making the surface flat and parallel with the lathe bed. I started by filing, and checking with an indicator:
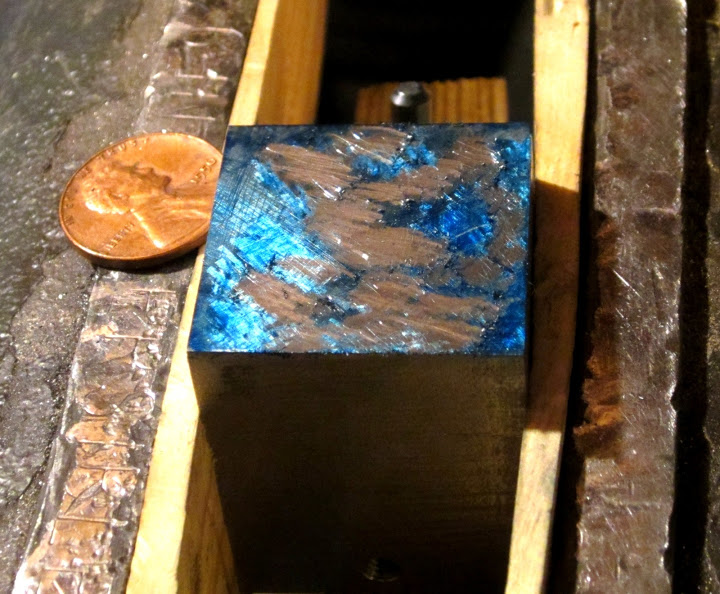
Once I had it under 0.005", I started scraping it in. This was long before I ever had a chance to scrape cast iron so I didn't know enough to realize how much of a pain it is to scrape steel. Also being my first scraping attempt, I started off bluing the part rather than the surface plate, which I immediately realized was not the way to do it (high spots showed as barely perceptible shiny dots. In the first pic, you can see the part blued up, and there were some barely visible shiny high spots that I scraped down... and from there on, I switched to bluing the plate, like you're supposed to. I ground the scraper from an old needle file.
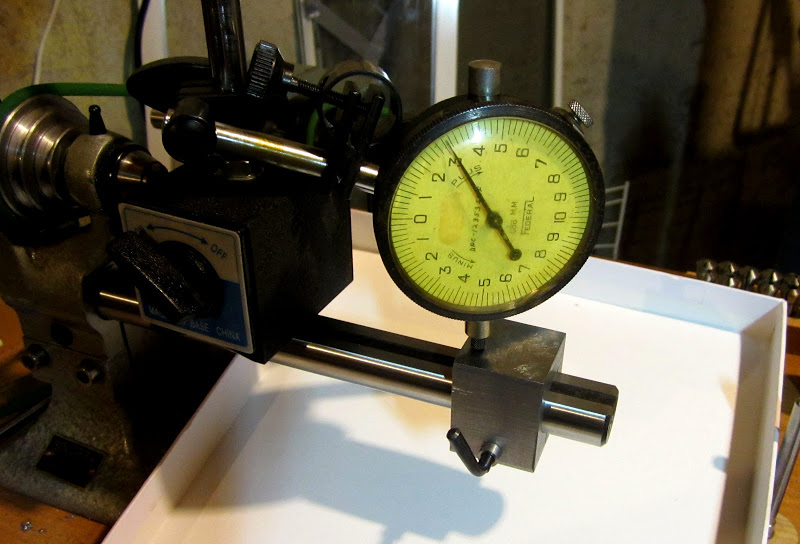
During scraping I switched to my most sensitive indicator, reading in 1/500mm (yep, 0.002mm):
The completed surface ended up being within 0.0001". I'm certainly glad it was a very small surface:
Continued in next post...






 Reply With Quote
Reply With Quote

Bookmarks