
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


I mentioned my use of a shop made drill bit in another post, in fact I have a dozen or so drills and cutters that I've made as needs arose. Before I bought a set of screw machine length number drills, I found myself making the occasional drill to get me through a project. This type of drill I'm showing here is what's known as a spade drill, and is commonly used in watchmaking. Many of the watch repair and watchmaking books give instruction for making these. I have made them as large as 0.333" and as small as 0.75mm. You can shape the tip to center cut, but for most of mine I didn't bother with that, and I just drill a pilot hole first. They leave very nicely finished holes this way.
The one I show being made here is the 3.3mm bit I used as a tap drill for M4 threads. There is a bit of simple lathe work, then the rest is filing, heat treating, and stoning.
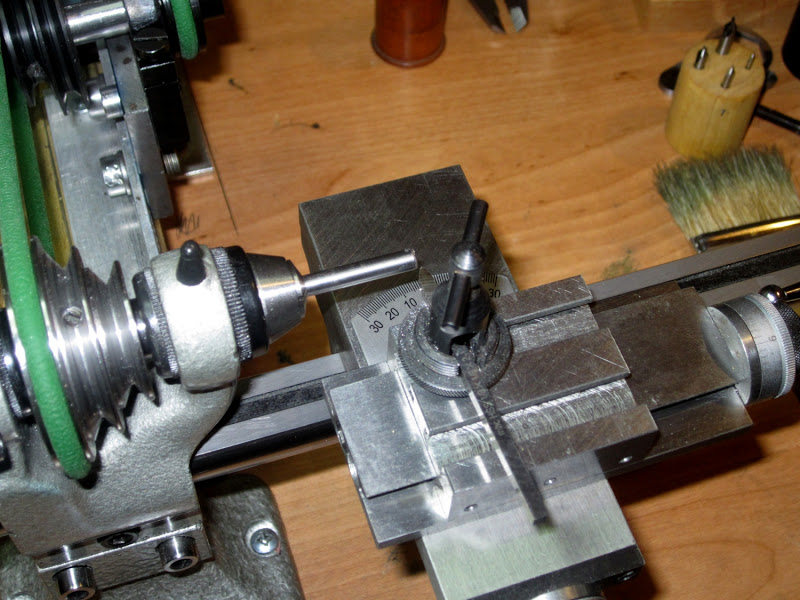
I like working with O1 and W1 tool steel, but any good tool steel or high carbon steel that you can heat treat yourself will work just fine. Here, I'm starting with some O1 drill rod chucked into the tiny lathe:
I start by turning the major diameter and the point taper. The angle of the point taper is completely up to you, the wider the angle, the less cutting force should be required but on the other hand they would have more of a tendency to wander. I tend to make my points a pretty narrow angle, as you can see here, and haven't had issues with chatter or breakage:
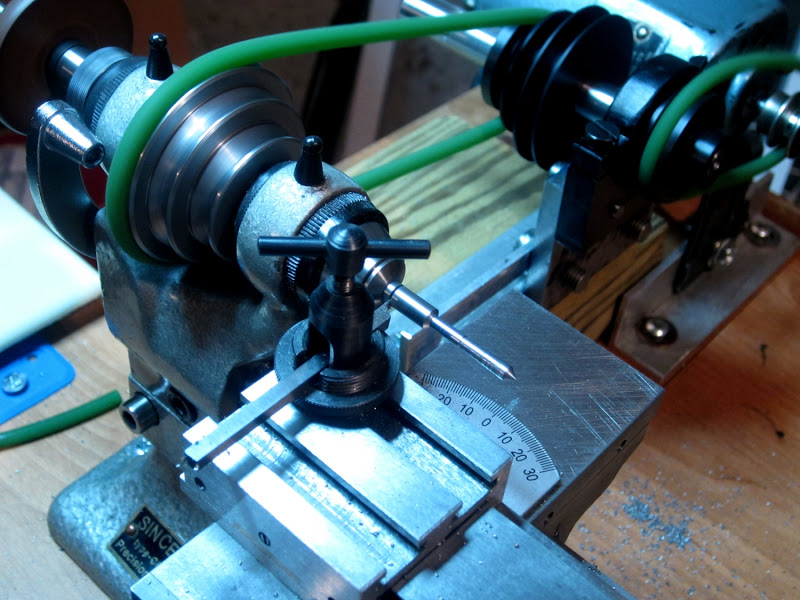
Now, a relief taper is turned behind the point, just a degree or two is plenty:
For this particular bit, I knew I'd need it to have more reach than usual, so instead of parting it off at that small diameter shank behind the taper, I parted it off at the full stock diameter, well behind that shank. I sized it so that the narrow shank behind the relief angle would get me just enough reach through the part I needed to drill. Here it is, being parted off:
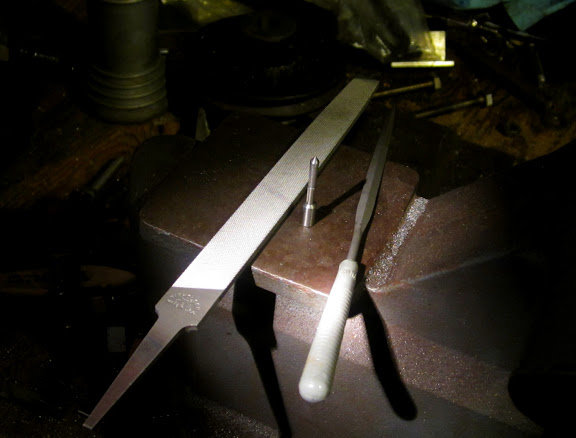
Now, the filing begins.
I start by filing a pair of opposite flats:
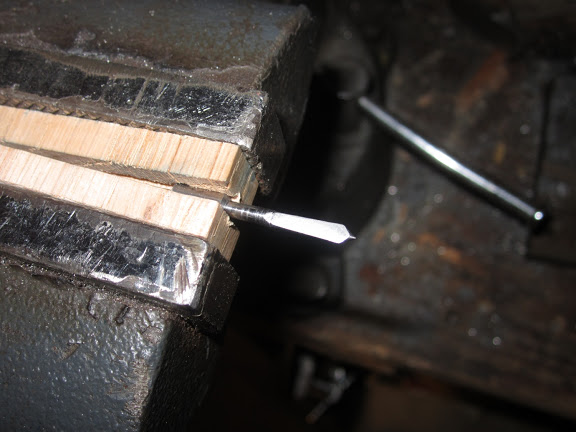
The remainder of the outer edge is coated in layout blue (or, in my case, blue marker), to use as a guide:
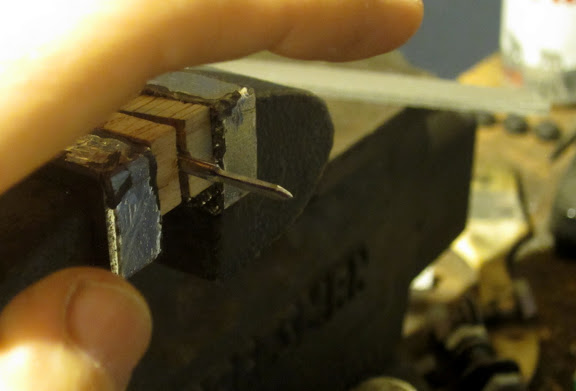
The important edge to be formed is the one at the point taper on the end of the drill, this is really where the cutting will be happening. As long as you are careful to bring the cutting edge all the way to the full diameter, there is no need to continue the edge up the relief taper, as I do here. In this pic, you can see the angle being filed down through the blue. Make sure you pay attention to whether you want to have a left or right hand cutting bit here.
Continued in the next post...






 Reply With Quote
Reply With Quote

Bookmarks