
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


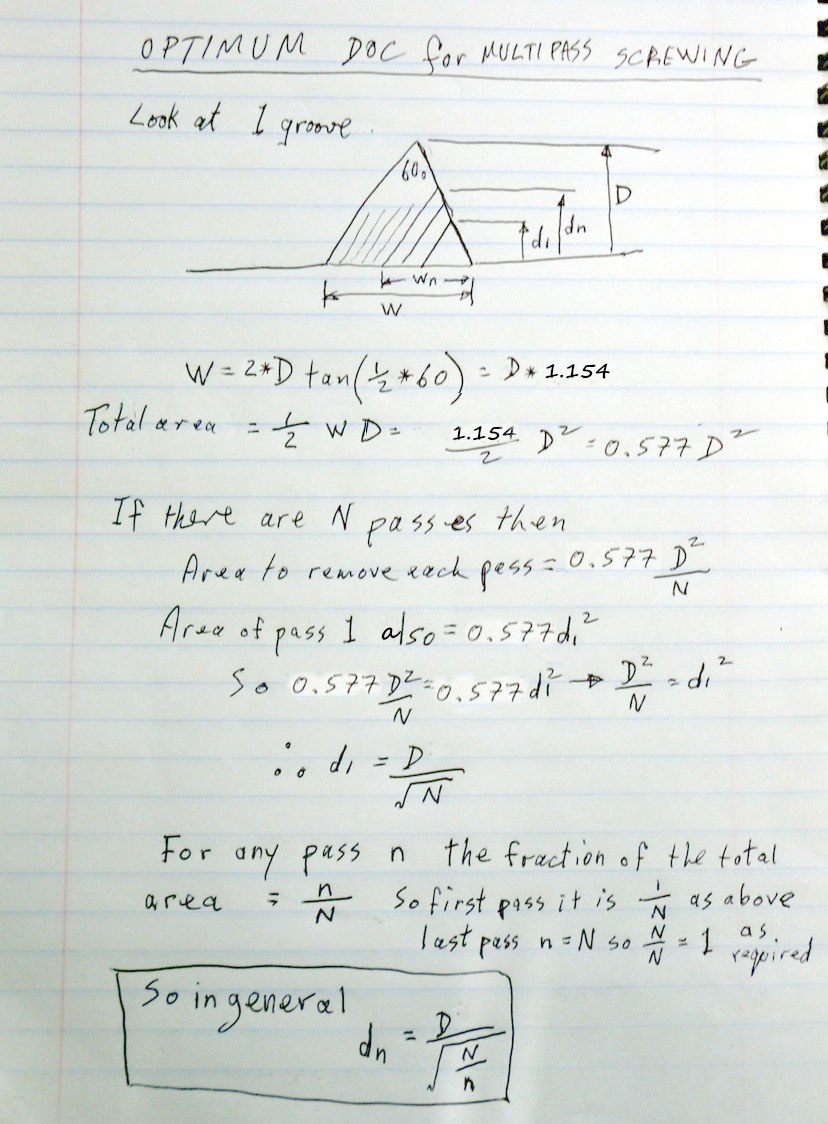
You might like a feature that I have built into the software. For multi-pass threading if you use the same DOC (depth of cut) for each pass then you will remove more material on the final cut than on the first one. This is obviously not optimum because it means that the initial cuts are not very productive if you set the DOCs to suit the final heavier cut. I have programmed in an optimum DOC such that each pass removes the same amount of material. So the first DOC is greater than the final one but both remove the same.Originally Posted by Toolmaker51

This only applies to normal triangular profile threads, rectangular shaped threads need the same DOC for each pass. In addition the tool is advanced along the Z axis for each pass to force the cutting to the leading edge of the tool, just as you would do manually with an angled compound.
Here is the derivation for the algorithm that I included in the software, it assumes that the thread depth is small compared to the workpiece diameter.


 Reply With Quote
Reply With Quote

Bookmarks