
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Hey guys
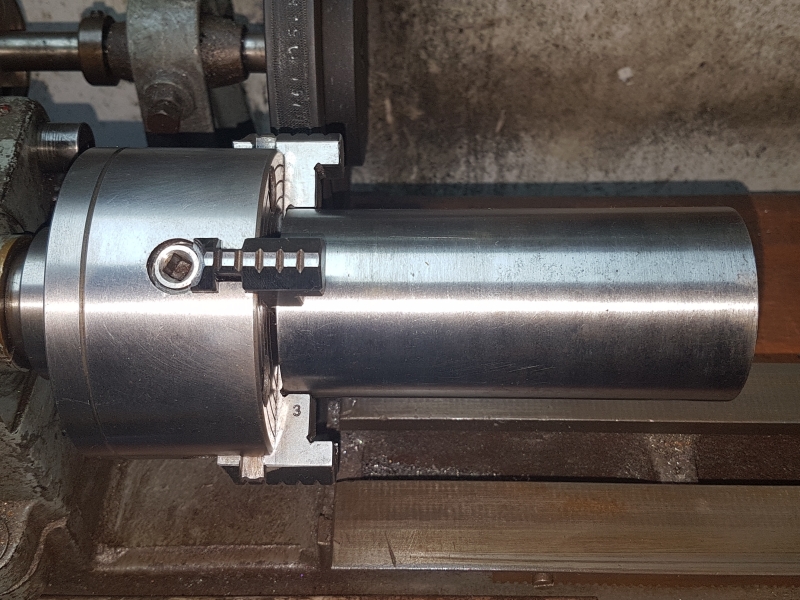
Being as I haven't been doing anything new or overly intersting of late, I've not posted as I didn't want to bore you all with me repeating tasks of heat blacking the rest of the bolts, followed by short bouts of simple turning to make brass washers. I've have nearly finished all the levers, which again is more of the same as well, though I hit a snag with my alternating colour scheme as the belt tensioner and course feed levers have ended up needing brass knobs, not black ones and I've not been able to find a good match for the existing knobs. I did however find a shop made ball turner on eBay that looks well crafted, so I'm going to have a crack at making them in the near future.
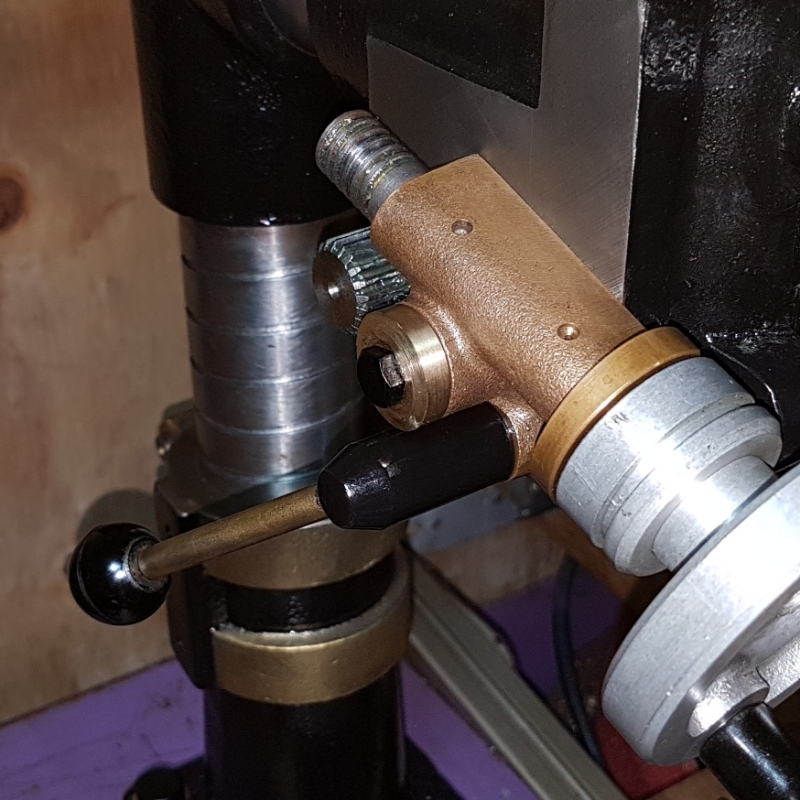
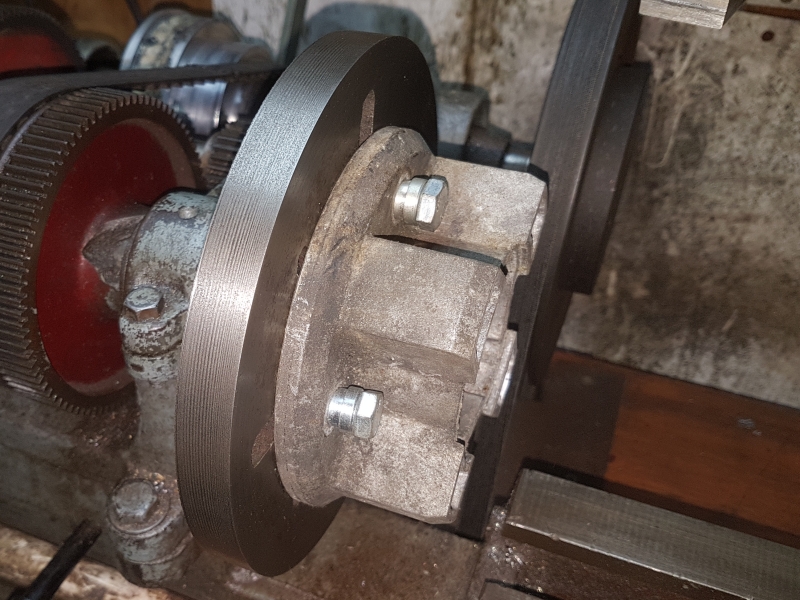
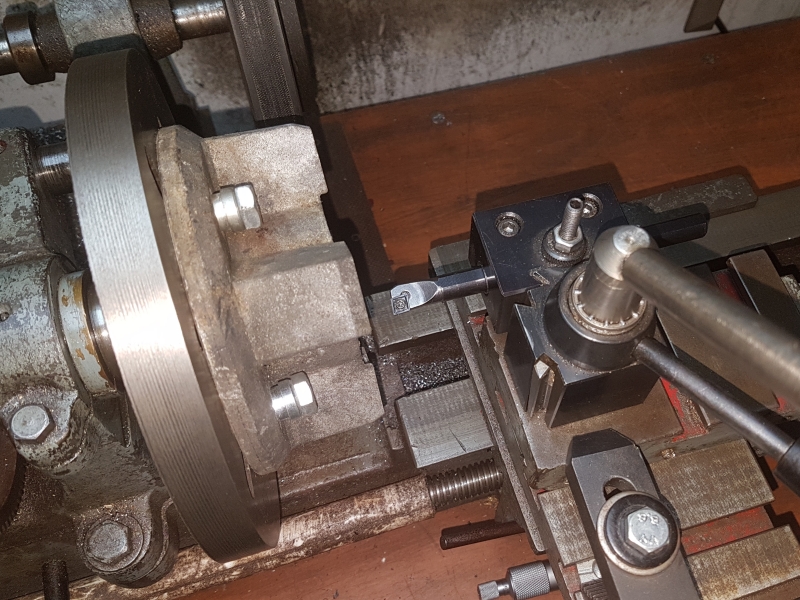
So now that most of the cosmetic work is done, I've started to re-essemble her again and was surprised at how little there is left to do:
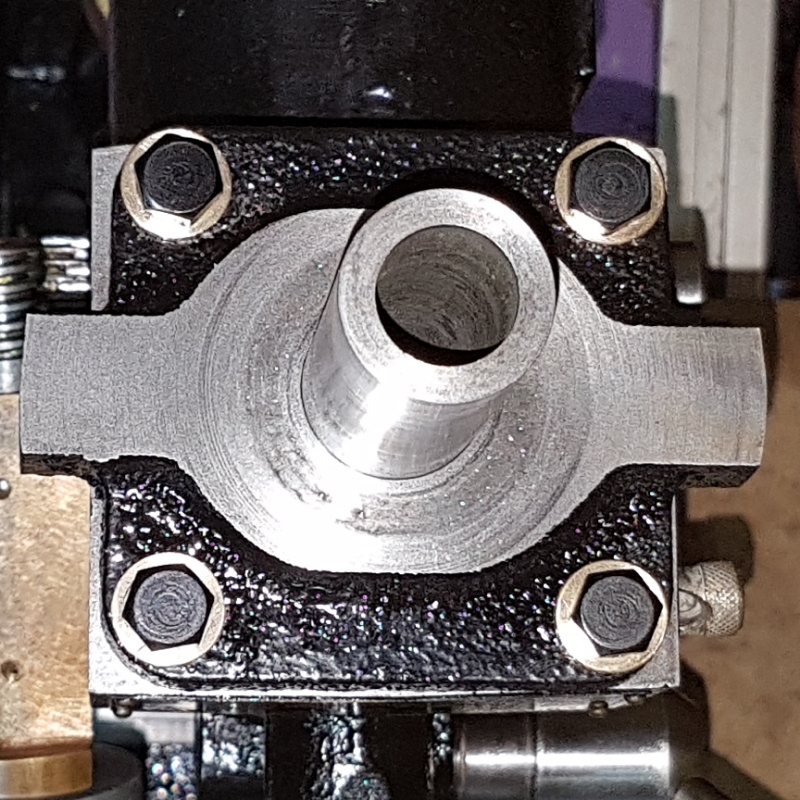
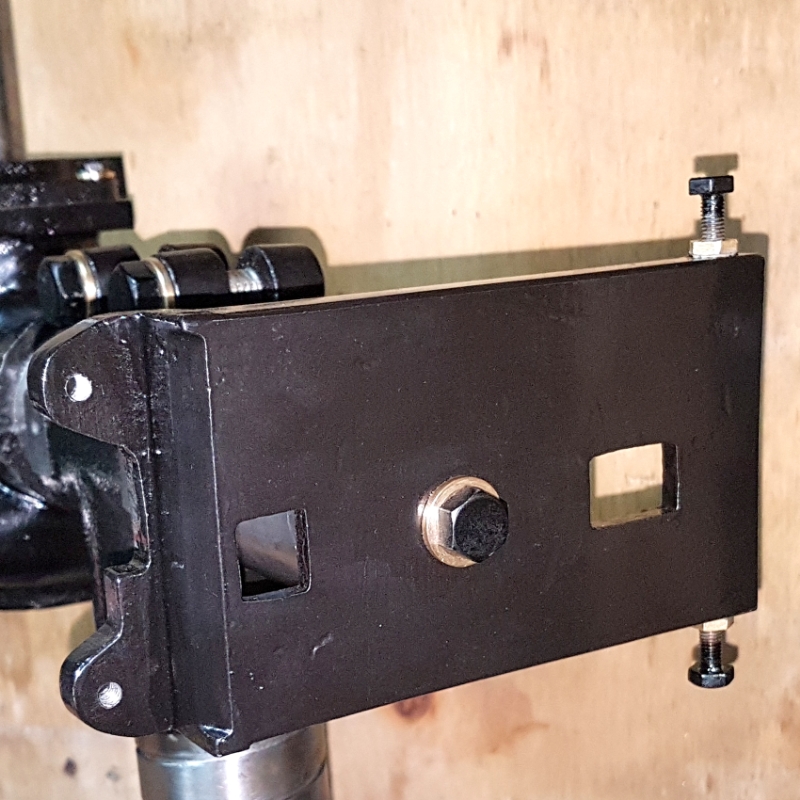
I still need to make yet another pair of brass washers for the motor mount castings, I put the bolts in place simply to stop me losing them:
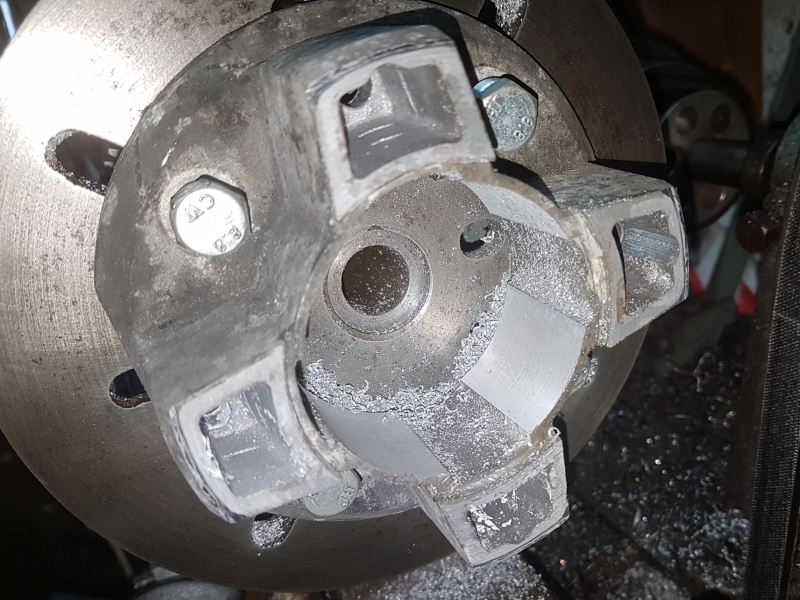
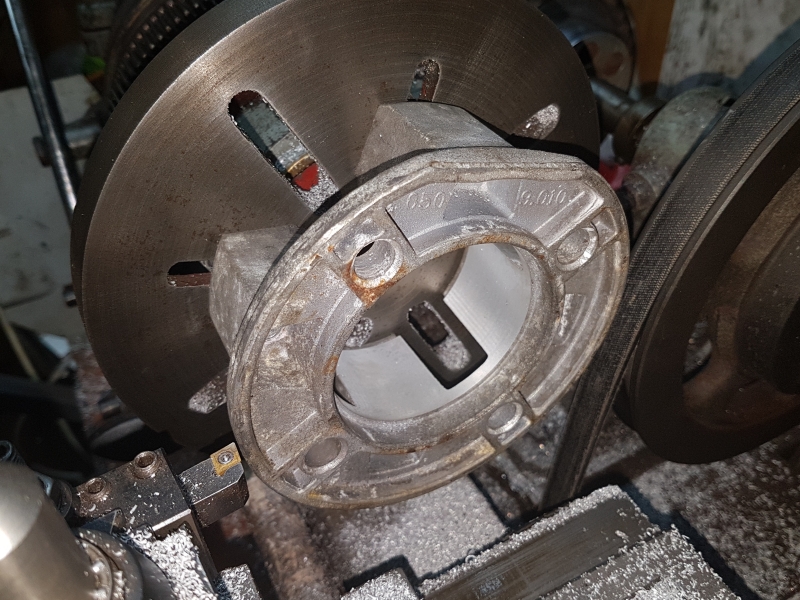
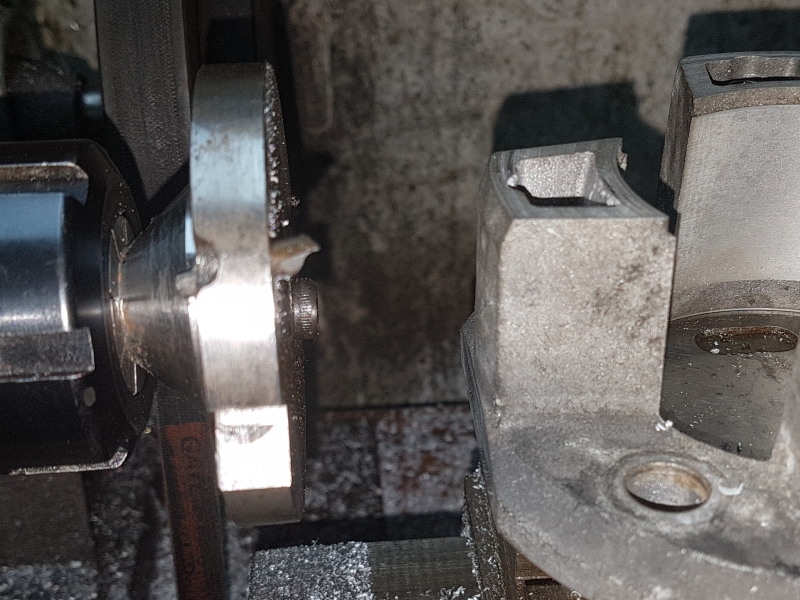
I got bored of making straightforward washers and made a fancy recessed one for fine feed essembly retention bolt, though I had to modify it a a little by turning a .5mm deep boss on the mating face to stop it binding with the casting:




 Reply With Quote
Reply With Quote

















Bookmarks